Планирование численности персонала
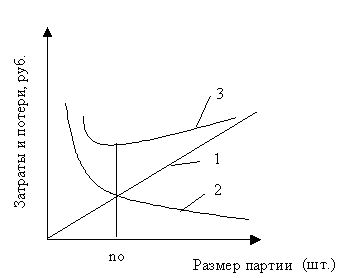
Рис.11.3. Зависимость затрат производства от размера партии:
1 – потери от связывания оборотных средств; 2 – затраты на переналадку; 3 – сумма затрат и потерь; no - величина оптимальной партии
Величина партий деталей, узлов и изделий предопределяет периодичность процессов производства при данной программе и таким об
разом создает своеобразный ритм серийного производства, что существенно отличает его от единичного, в котором подобная периодичность отсутствует.
Периодичность повторения партий в производстве определяется по формуле
![]() , (11.3)
, (11.3)
где ![]() - программа выпуска за период;
- программа выпуска за период;
![]() - размер партии деталей;
- размер партии деталей;
![]() - планируемый период.
- планируемый период.
11.3.1 Длительность производственного цикла и величина опережения
Длительностью производственного цикла называется отрезок времени между началом и окончанием процесса изготовления одного изделия или партии этих изделий.
В оперативном планировании нормативы производственных циклов изготовления деталей используются как нормативы опережений при расчете объема незавершенного производства и календарных сроков запуска-выпуска. Так как в каждом цехе могут иметь место отклонения от запланированных сроков выпуска партии, между цехами-изготовителями и цехами-потребителями создают резервные запасы, увеличивающие опережение.
Временем опережения в работе цехов и участков называется период, который определяет более ранние сроки начала или окончания работ заготовительных и обрабатывающих цехов от окончательного срока выпуска изделий (рис.11.4).
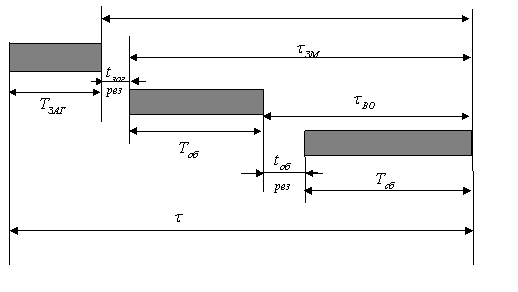
Рис. 11.4. Схема производственного цикла и опережений:
![]() - время опережения запуска;
- время опережения запуска; ![]() - цикл заготовленных работ;
- цикл заготовленных работ; ![]() - цикл обработки;
- цикл обработки; ![]() - цикл сборки;
- цикл сборки; ![]() - время опережения выпуска заготовки;
- время опережения выпуска заготовки; ![]() - время опережения запуска в механическую обработку;
- время опережения запуска в механическую обработку; ![]() - время опережения выпуска из механической обработки;
- время опережения выпуска из механической обработки; ![]() - резервное время.
- резервное время.
Как видно из графика, опережение выпуска заготовительного цеха по отношению к сборочному равно суммарной длительности производственных циклов сборочного цеха и тех промежуточных цехов, которые участвуют в обработке деталей и узлов (кроме данного цеха, поставляющего заготовку) плюс время резервного опережения.
Длительность опережения по запуску равна сумме длительности циклов всех цехов, участвующих в изготовлении деталей или узлов, включающих и заготовительный, т.е. равна общей длительности производственного цикла.
Расчеты опережения необходимы для того, чтобы определить четкие сроки запуска-выпуска деталей. Это позволяет своевременно и комплектно обеспечить любой последующий по обработке или сборке цех заготовками, деталями, узлами.
Объем незавершенного производства рассчитывают с учетом времени опережений. Бесперебойный ход производства может быть осуществлен в случае, если в производстве имеются необходимые заделы (технологический, транспортный, оборотный, страховой), величина задела в общем виде равна
![]() , (11.4)
, (11.4)
![]() - суточный выпуск в натуральном выражении.
- суточный выпуск в натуральном выражении.
На системе опережения разработан машинокомплектный метод планирования. В нем задание цехам устанавливается в комплектах деталей на изделие. В программе по каждому изделию указывают порядковые номера, подлежащие укомплектованию деталями каждого цеха в течение планируемого периода. Сборочному цеху указывают последний номер каждого готового изделия, которое должно быть выпущено в планируемом периоде. Остальным цехам задание устанавливается с учетом нормативной величины опережения.
11.3.2 Порядок разработки оперативных заданий цехам серийного производства
Программу основных цехов рассчитывают в порядке, обратном ходу технологического процесса по схеме: план реализации – цех окончательной сборки – механосборочные цехи – обрабатывающие цехи – заготовительные цехи – материальные склады.
Программа цехов составляется в два этапа.
На первом этапе на основании технической спецификации и расцеховки изделия (карты технологического планирования) для каждого цеха определяют список узлов, комплектов и деталей, подлежащих изготовлению, и рассчитывают их количество.
На втором этапе на основании норм времени на детали, комплектующие узлы рассчитывают общую трудоемкость программы и сопоставляют ее с пропускной способностью цехов.
Если загрузка больше пропускной программы, то вводят дополнительное оборудование и увеличивают число смен.
Оперативно-плановая работа в цехе заключается в распределении заданной цеху программы по отдельным производственным участкам, а на участках по рабочим местам; в оперативной подготовке к выполнению заданий, в учете хода производства, в оперативном регулировании хода производственного процесса.
Программу цеха распределяют по его участкам с учетом их специализации. Наличие предметных участков облегчает распределение программы, благодаря закреплению определенной номенклатуры деталей за каждым участком. Это создает предпосылки для ритмичной работы. По номенклатуре деталей и сборочных единиц, закрепленных за участком, ПДБ выдает мастеру участка календарный график запуска-выпуска партии в каждую декаду (неделю) месяца. А мастер с плановиком устанавливают очередность запуска партий по дням каждой декады (недели).
В крупносерийном производстве оперативное планирование осуществляется на основе стандарт-плана.
Стандарт-план предусматривает изготовление деталей в определенной и постоянной последовательности с запуском и выпуском постоянного их количества в строго определенные сроки внутри планового периода с равномерной по дням этого периода загрузкой рабочих мест.
Оперативная подготовка производства заключается в том, что работники производственно-диспетчерского бюро:
1) проверяют фактическое состояние заделов деталей и узлов, находящихся в производстве;
2) получают со складов отдела снабжения необходимые материалы и полуфабрикаты, а для сборочных участков и цехов – готовые детали и комплектующие изделия;
3) проверяют в инструментально-раздаточных кладовых наличие оснастки необходимой для выполнения задания;