Ремонт внутрицеховых электросетей и источников освещения
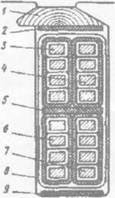
Рис. 6-3. Полуоткрытый паз статора низковольтной электрической машины с обмоткой из рямоугольного провода

Рис. 6-4. Открытый паз статора высоковольтной электрической машины с обмоткой из прямоугольного провода
Дефектацшо произ
водят в процессе разборки машины и начинают с внешнего осмотра. Определяют наличие всех деталей; целостность лап, ребер охлаждения, коробки выводов и т. п. Затем проводят измерения биения вала, если это позволяет качество подшипников. Снимая с двигателя детали, определяют их пригодность для сборки. Снимая подшипниковый щит, определяют плотность его посадки на корпус и на наружную обойму подшипника. Осматривают его посадочные места, на которых не должно быть забоин, вмятин; поверхность должна быть чистой. На наружную поверхность подшипника щит должен надеваться туго. В машинах, имеющих щит и корпус из алюминия, после нескольких сборок может ослабнуть посадка подшипникового щита. Сняв подшипники с вала, осматривают шейки вала, которые должны иметь ровную поверхность и не быть изношенными. Вал не должен иметь искривлений, вмятин и забоев выводного конца. Отворачивая болты, определяют их качество и качество резьбовых отверстий, куда их заворачивают.
Затем проводят осмотр обмотки ротора. Короткозамкнутая алюминиевая обмотка не должна иметь следов расплавления, раковин; все лопатки должны быть целыми. Короткозамкнутая сварная обмотка не должна иметь обрыва стержней (рис. 6-5, а), смещений в осевом направлении (рис. 6-5, б), прогибов, выступающих из активной части (рис. 6-5, в), изгибов концов стержней в направлении вращения ротора (рис. 6-5, г), волнообразного изгиба, расположенного на ребре короткозамыкающего кольца (рис. 6-5, д), цветов побежатости на короткозамыкающих кольцах. После изктечения обмотки статора проводят дефектацию сердечника. Основные неисправности сердечников: ослабление прессовки, веер зубцов, оплавление отдельных участков, нарушение изоляции между листами, погнутость отдельных зубцов, ослабление посадки сердечника в корпус. Плотность прессовки определяют контрольным ножом, который вдвигают между- листами сердечни ка. Плотность прессовки следует считать удокчетворительной, если при сильном нажатии на рукоятку ножа лезвие входит в сердечник не более чем на 2—3 мм. Остальные дефекты определяют, как правило, визуально. Результаты дефектации записывают в ведомость, по которой разрабатывается технология ремонта.
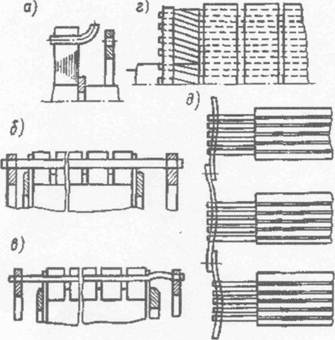
Рис. 6-5. Возможные повреждения короткозамкнугой сварной обмотки ротора
7 Механический ремонт деталей и узлов
У валов электрических машин возможны следующие дефекты: повреждение выходного конца вала; износ шеек под подшипники; искривление оси; ослабление посадки сердечника; выработка шпоночных канавок. Износ посадочных поверхностей и задиры происходят при съеме напрессованных на вал деталей; из-за ослаблении посадки в период эксплуатации, а также усилий, возникающих и процессе работы и износа подшипников. При небольшом количестве задиров и забоин выступающие места сошлифовывают. Если дефекты превышают 20 % посадочной поверхности, то вал ремонтируют, наплавляя металл электросваркой или методом металлизации.
При наплавлении электросваркой для уменьшения коробления пала наплавляемые валики располагают параллельно оси, и каждый последующий валик накладывают диаметрально противоположно предыдущему. Места, имеющие уступы, стачивают на конус для уменьшения возможных термических напряжений (рис. 7-1, а). После наварки вал обрабатывают на токарном станке и шлифуют. При обработке вала необходимо обеспечить соосность поверхности выходного конца вала, шеек под посадку подшипников и поверхности под посадку сердечника, а если наплавка производится с сердечником, то необходимо обеспечить соосность с наружной поверхностью сердечника.
Искривление валов встречается обычно у электродвигателей малой мощности. Валы правят на гидравлических или винтовых прессах после выпрессовки из сердечника или без разборки. Вал 1 (рис. 7-1, б) устанавливают концами на призмы 4 и с помощью индикатора 2 определяют величину и направление прогиба. Располагая выпуклую часть вверх против штока пресса 3, производят правку за несколько приемов. После каждого нажима пресса индикатором контролируют биение и при его значении 0,05 — 0,1 мм правку прекращают.
В шпоночных соединениях изнашиваются шпонки и шпоночные пазы. Изношенные шпонки заменяют новыми. Разработанный шпоночный паз можно восстановить электродуговой сваркой и по следующей механической обработкой. Можно перейти на больший размер шпонки с соответствующим изменением шпоночного паза на валу и ответной детали.
При изготовлении ступенчатой шпонки (рис. 7-1, в) шпоночный паз на ответной детали можно сохранить прежним. При необходимости может быть профрезерован новый шпоночный паз на валу со смещением его на четверть окружности относительно старого. Выбор способа восстановления зависит от возможностей ремонтного участка.
Роторы с ослабленной посадкой сердечника ремонтируют путем замены вала на новый или восстановлением посадочной поверхности. Посадочную поверхность увеличивают путем напыления или накатки (рис. 7-1, г). Шаг накатки выбирают в зависимости от диаметра вала. После накатывания первоначальный диаметр увеличивается на 0,25—0,5 мм. Накатанную поверхность шлифуют, выдерживая заданный размер.

Рис. 7-1. Исправления дефектов валов
Валы небольших размеров, имеющие серьезные дефекты, целесообразно заменять новыми, изготовленными в ремонтном цехе. После исправления дефектов и сборки роторы подвергают балансировке.
Корпуса электрических машин повреждаются относительно редко. Наиболее распространены следующие дефекты: отлом лапы у чугунной станины; износ или срыв резьбовых отверстий; износ посадочных мест под щиты; появление трещин. Приварку отломанных частей и заварку трещин производят электродуговой сваркой. Перед заваркой трещин деталь очищают от ржавчины и обезжиривают. На концах трещин засверливают отверстия, чтобы предотвратить их дальнейшее распространение. При толщине треснувшей стенки более 5 мм зубилом скашивают кромки трещины по всей длине под углом 45—60 °. Для повышения качества заварки необходимо нагреть деталь до температуры 350— 600 °С; перед сваркой и после сварки ее следует медленно охладить.
Износ и срыв резьбы в крепежных отверстиях происходит при многократных сборках и разборках резьбовых соединений или чрезмерно больших моментах затяжки. В стальных корпусах гнезда с изношенной резьбой заваривают электродуговой сваркой, просверливают отверстие и нарезают резьбу того же диаметра. В чугунных или алюминиевых корпусах нарезают резьбу большого диаметра и устанавливают футорку с наружной и внутренней резьбой и стопорят ее штифтом или клеем. Резьбовое соединение со шпилькой можно отремонтировать, нарезав в корпусе резьбу большого диаметра и изготовив шпильку с двумя резьбами разной! диаметра. В алюминиевых корпусах целесообразна замена болтов на шпильки с гайками. Шпильку стопорят в корпусе клеем, устанавливают втулку б и заворачивают гайку 5. В этом случае износ соединения при сборке и разборке значительно уменьшается, так как происходит свинчивание двух стальных деталей.
Другие рефераты на тему «Физика и энергетика»:
Поиск рефератов
Последние рефераты раздела
- Автоматизированные поверочные установки для расходомеров и счетчиков жидкостей
- Энергосберегающая технология применения уранина в котельных
- Проливная установка заводской метрологической лаборатории
- Источники радиации
- Исследование особенностей граничного трения ротационным вискозиметром
- Исследование вольт-фарадных характеристик многослойных структур на кремниевой подложке
- Емкость резкого p-n перехода