Ремонт внутрицеховых электросетей и источников освещения
В подшипниковых щитах может быть износ поверхности под посадку подшипника, поверхности посадки щита на корпус. При износе обеих поверхностей их можно восстановить металлизацией или наплавкой металла электросваркой. Механическую обработку обеих поверхностей проводят при одном установке щита на станке, для того чтобы обеспечить минимальное биение между поверхностями. Ремонт поверхности под посадк
у подшипника можно осуществить запрессовкой стальной втулки в расточенное отверстие щита. Втулку крепят несколькими стопорными шпильками, которые раскернивают для предотвращения от самоотвинчивания. При механической обработке щит необходимо базировать на поверхность Л или выставлять при креплении по этой поверхности.
Износ посадочных поверхностей на валах, щитах, корпусах и других деталях можно восстанавливать нанесением герметика 6Ф. Герметик 6Ф выпускается в виде листов желтого цвета толщиной до 5 мм. Материал стоек к воздействию воды, щелочи и масел, но растворим в растворителях — ацетоне, толуоле, бензоле, этил-бутилацетате. Он обладает хорошей адгезией к стали, чугуну, алюминиевым и медным сплавам. Для приготовления раствора герметик нарезают мелкими кусочками и помещают в посуду с растворителем на 24 ч. Посуду плотно закрывают и периодически взбалтывают. Вязкость готового раствора должна быть в пределах 33—34 с по вискозиметру ВЗ-4. Срок хранения раствора два-три года в плотно закрытой посуде и затемненном месте.
Для нанесения герметика необходимо зачистить поверхность и обезжирить ее ацетоном. К обезжиренной поверхности прикасаться руками запрещается. Герметик наносят кисточкой и сушат на воздухе не менее 20 мин. При необходимости увеличить слой герметик наносят несколько раз и после каждого раза сушат его на воздухе. Окончательную сушку проводят при температуре 140 °С в течение 2 ч. Герметик обладает хорошими виброгасящими свойствами.
Герметик не токсичен, но при сушке возможно выделение в небольших количествах замещенного фенола и аммиака, поэтому при работе необходимо пользоваться резиновыми перчатками и спецодеждой. Раствор герметика относится к легковоспламеняемым жидкостям.
После капитального ремонта электродвигателей переменного тока без замены обмоток проводят испытания обмоток напряжением промышленной частоты.
8. Ремонт обмоток фазных роторов
Двигатели с фазным ротором предназначены для привода механизмов, требующих плавного регулирования частоты вращения вниз от номинальной, а также механизмов с особо тяжелыми условиями пуска. В серии А2 двигатели с фазным ротором выпускались начиная с габарита 4 и выше, а в серии 4А выпускают, начиная с высоты оси вращения 160 мм и выше. В серии А2 обмотка роторов всыпная из круглого провода, многовитковая из прямоугольного провода и стержневая. В серии 4А обмотка выполняется всыпной или стержневой. Пазы под обмотку показаны на рис. 8-1.
Ремонт всыпных обмоток роторов в некоторых приемах работы подобен ремонту всыпных обмоток статоров. Перед началом укладки ротор осматривают и производят изолировку нажимных шайб, обмоткодержателей и пазов. На шайбы накладывают два слоя изоляции в виде полосок, а обмоткодержатели обертывают несколькими слоями ленты. В пазы укладывают пазовую изоляцию в виде простынок.
Намотку катушечных групп производят на шаблоны. Порядок укладки катушек и заведение проводов в пазы такой же, как и у статоров. После укладки забивают клинья. Лобовые части роторов бандажируют, и ротор отправляют на пропитку.
Ремонт стержневой обмотки отличается от ремонта всыпной обмотки. Если стержневая обмотка на торцах сварена, то разобрать ее так, чтобы сохранить стержни для ремонта, нельзя.
При сварке стержни на концах расплавляются и теряют свою форм}'. При ремонте таких роторов требуется новый комплект обмоток. Если стержневая обмотка на торцах пропаяна мягким припоем, то ее можно распаять, извлечь стержни и восстановить их.

Рис. 8-1. Пазы роторов электродвигателей серии 2А (а, б, в) и 4А (г, д): а, г - для всыпания обмотки из круглого провода; б - для многовитковой обмотки из прямоугольного провода; в, д - для стержневой обмотки
Ротор с запаянными стержнями разбирают в следующем порядке. Горячим паяльником нагревают хомутики 14 на концах стержней 17 (рис. 8-2) и снимают их. Таким образом распаивают ротор с двух сторон. Затем начинают выпрямлять стержни с одной стороны ротора, пользуясь двумя ключами. Ключ 15 надевают на прямую часть стержня и удерживают его, а ключ 16 надевают на лобовую часть и разгибают ее. Первые стержни нельзя разогнуть полностью, так как этому мешают лежащие рядом стержни; поэтому стержень разгибают только на расстояние, равное расстоянию между стержнями, второй — на двойное расстояние и т. п. Затем такими же приемами разгибают концы стержней, на которых были надеты соединительные хомутики. Стержни разгибают с одной стороны и извлекают из пазов с другой стороны. Извлечение стержней из пазов требует значительных усилий, поэтому его выполняют специальным приспособлением (рис. 8-3), которое закрепляется на валу 4 хомутом 5
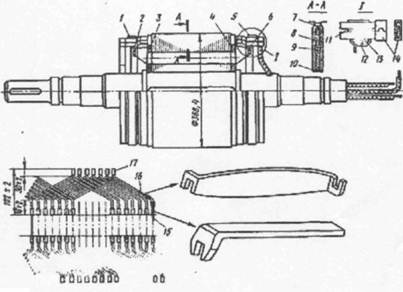
Рис. 8-2. Ротор со стержневой обмоткой

Рис.8-3.Приспособление для извлечения стержней из пазов ротора и распоркой 2. Конец извлекаемого стержня 6 закрепляют в зажиме 1, установленном на винте. При вращении гайки 3 винт вытягивает стержень из паза сердечника. Таким образом разбирают верхний и нижний ряды.
Восстановление стержней состоит из операций снятия старой изоляции, зачистки концов от припоя, отжига, рихтовки, наложения новой изоляции. Отжиг необходим для снятия наклепа. Его проводят при температуре 350 °С и затем охлаждают стержни в воде.
На прямолинейную часть стержней наносят изоляцию в виде промазанной клеем простынки, которой туго обворачиваюг прямолинейную часть, а затем запекают. Лобовые части изолируют лентами. Необходимо ленты накладывать так, чтобы обеспечить хороший стык между простынкой и лентой.
Укладку стержней начинают с изоляции сердечника (см. рис. 8-2). На нажимные шайбы 3 и 4 накладывают в два слоя полоски изоляции, а обмоткодержатели 2 и 6 обертывают двумя слоями изоляции в виде полосок 13 и закрепляют лентой 12. В паз устанавливают стеклотекстолитовую прокладку 10 и электроизоляционный картон 8 толщиной 0,13 мм для предохранения стержней при
укладке. Стержни поступают на укладку с одной изогнутой лобовой частью. Перед заведением в пазы стержни натирают парафином для уменьшения усилия при заведении и сохранности изоля ции. Сначала с торца заводят нижний ряд, осаживают его и накладывают временный бандаж на изогнутые концы. Затем делают гибку вторых концов с помощью двух ключей, используя те же приемы работы, что и при разгибании.
После гибки временный бандаж снимают, устанавливают изоляцию между слоями лобовых частей 1 1 и бандажируют ее. В пазы между слоями помещают прокладку 9. Затем с другой стороны заводят стержни верхнего ряда. В каждый паз забивают пазовые клинья 7 и изгибают лобовые части такими же приемами, как и стержни нижнего ряда. Верхние и нижние стержни соединяют хомутиками 14. К трем стержням нижнего ряда, являющимся началом фаз, хомутиками присоединяют три кабеля, которые выводят через три наклонных отверстия и центральное отверстие вала для соединения с контактными кольцами. Три верхних стержня, являющихся концами фаз, соединяют в звезд}' с нулевой шиной
Другие рефераты на тему «Физика и энергетика»:
Поиск рефератов
Последние рефераты раздела
- Автоматизированные поверочные установки для расходомеров и счетчиков жидкостей
- Энергосберегающая технология применения уранина в котельных
- Проливная установка заводской метрологической лаборатории
- Источники радиации
- Исследование особенностей граничного трения ротационным вискозиметром
- Исследование вольт-фарадных характеристик многослойных структур на кремниевой подложке
- Емкость резкого p-n перехода