Теория химических процессов органического синтеза
![]()
Энтальпия реакции при данной Твх:
![]()
Теплота реакции определяется величиной энтальпии реакции, массового расхода реагента, степенью конверсии реагента.
Рассмотрим, когда степень конверсии .
![]() ,
,
Согласно уравнению теплового баланса:
![]()
![]() .
.
Здесь: ![]() ,
,
![]() - определено для Твых из логарифмического полиномиального уравнения с помощью функции "Поиск решения" программы "Microsoft Excel";
- определено для Твых из логарифмического полиномиального уравнения с помощью функции "Поиск решения" программы "Microsoft Excel";
![]() ,
,
![]() - определено для Твых из логарифмического полиномиального уравнения для Ср н-бутана с помощью функции "Поиск решения" программы "Microsoft Excel";
- определено для Твых из логарифмического полиномиального уравнения для Ср н-бутана с помощью функции "Поиск решения" программы "Microsoft Excel";
![]() ,
,
![]() - определено для Твых из логарифмического полиномиального уравнения для Ср бутена с помощью функции "Поиск решения" программы "Microsoft Excel";
- определено для Твых из логарифмического полиномиального уравнения для Ср бутена с помощью функции "Поиск решения" программы "Microsoft Excel";
![]() - определено для Твых из логарифмического полиномиального уравнения с помощью функции "Поиск решения" программы "Microsoft Excel";
- определено для Твых из логарифмического полиномиального уравнения с помощью функции "Поиск решения" программы "Microsoft Excel";
![]() ,
,
С помощью функции "Поиск решения" программы "Microsoft Excel" методом наименьших квадратов определено значение Твых = 931К.
Аналогично определяем значения Твых для различных значений степени конверсии. Полученные значения представлены в таблице 3.
Таблица 3
|
α |
Твых |
|
0,1 |
34 |
|
0,2 |
45 |
|
0,4 |
66 |
|
0,6 |
88 |
Графическая зависимость перепада температур на входе и выходе от степени конверсии представлена на рисунке 3.
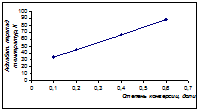
Рис. 3. Зависимость адиабатического перепада температур от степени конверсии.
Выводы
Как видно, характерной особенностью процесса является линейное увеличение адиабатического перепада температур в зоне реактора при увеличении степени конверсии исходного вещества. Это обуславливает некоторые технологические особенности промышленного процесса дегидрирования н-бутана.
Реактор процесса дегидрирования представляет собой колонну, снабженную провальными тарелками. Реакционная смесь подается вниз колонны и пары поднимаются через тарелки, проходя слой катализатора. При этом, как ясно видно из результатов расчетов, реакционная смесь охлаждается, и процесс дегидрирования замедляется. Во избежание подобного вверх колонны подается подогретый катализатор, регенерированный в регенераторе. Более горячий катализатор контактирует с частично прореагировавшей смесью, и наоборот, чем достигается выравнивание скоростей реакции по всему объему. На регенерацию закоксованный катализатор поступает, стекая по десорберу, где его отдувают от углеводородов азотом.
Таким образом, за счет дополнительного подогрева регенерированного катализатора и подачи его вверх колонны реактора достигается выравнивание температуры процесса.
Задание №3
Выполнить полный количественный анализ процесса пиролиза изопентана с образованием метана и изобутилена.
Дать анализ зависимостей равновесной степени конверсии изопентана и состава равновесной смеси от варьируемых параметров.
Аргументировать технологические особенности промышленных процессов пиролиза углеводородов и конструктивные особенности реакторов пиролиза.
Решение:
Проведем предварительный расчет процесса. Для этого необходимо ввести допущение, что побочных реакций не протекает, селективность процесса по целевому продукту 100%, то есть упрощенная схема реакции имеет вид:
![]()
Для определения параметров процесса необходимо определить термодинамические данные веществ, участвующих в реакции:
Для изопентана:
|
Т, К |
∆Н, кДж/моль |
S ,Дж/моль*К |
|
298 |
-154,47 |
343,59 |
|
300 |
-154,68 |
344,34 |
|
400 |
-163,64 |
383,34 |
|
500 |
-171,00 |
420,74 |
|
600 |
-176,86 |
456,39 |
|
700 |
-181,33 |
490,28 |
|
800 |
-184,64 |
522,37 |
|
900 |
-186,82 |
552,79 |
|
1000 |
-188,03 |
581,62 |
Для изобутилена:
|
Т, К |
∆Н, кДж/моль |
S ,Дж/моль*К |
|
298 |
-16,90 |
293,59 |
|
300 |
-17,03 |
294,18 |
|
400 |
-22,72 |
322,92 |
|
500 |
-27,61 |
349,87 |
|
600 |
-31,71 |
375,26 |
|
700 |
-35,02 |
399,15 |
|
800 |
-37,66 |
421,66 |
|
900 |
-39,62 |
442,96 |
|
1000 |
-40,96 |
463,13 |