Изучение процесса сварки плавлением. Выбор режима ручной дуговой сварки конструкций из стали
Э46А-УОПИ-13/45-3,ОУ,0 ГОСТ 9466 -75, ГОСТ 9467-75 Е432(5)-Б1.0
б) типа Э-09Х1МФ по ГОСТ 9467-75 марки ЦЛ-20 диаметром 40 мм для сварки легированных теплоустойчивых сталей — Т с толстым покрытием Д 3-й группы с механическими свойствами наплавленного металла — прочностью на ударный изгиб KCU = 0,35 Дж/мм2 при ОС (2) и длительной прочностью при t < 580 °С (7) с основным покрытием Б для сва
рки во всех пространственных положениях 1 на постоянном токе обратной полярности 0:
![]()
2. Устройство и работа сварочного трансформатора и выпрямителя
Для питания электрической дуги применяются источники переменного тока — сварочные трансформаторы и постоянного тока — сварочные выпрямители и генераторы (преобразователи), инверторные источники. Сварочный трансформатор состоит из понижающего силового трансформатора и специального устройства (дросселя, шунта, подвижной катушки), предназначенного для регулирования силы сварочного тока, напряжения, и обеспечения, чаще всего, падающей вольтамперной характеристики. Сварочные трансформаторы могут быть с нормальным и повышенным магнитным рассеянием, механическим и электрическим регулированием сварочного тока и напряжения. Наиболее широко применяются сварочные трансформаторы с повышенным магнитным рассеянием. По способу изменения магнитного рассеяния и индуктивного сопротивления они могут быть с магнитным шунтом, подвижными катушками и витковым (ступенчатым) регулированием. У трансформаторов с подвижным магнитным шунтом типа СТШ (рис.1.2) он конструктивно выполнен из двух половин, расходящихся в противоположные стороны.
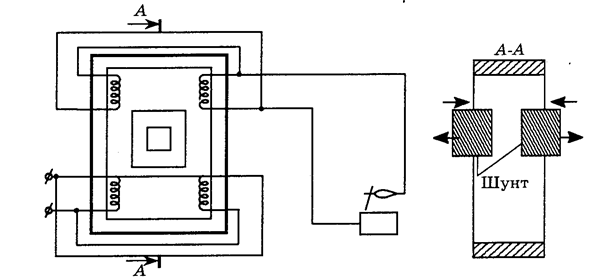
Рис.1.2. Электрическая схема сварочного трансформатора типа СТШ 500-80
Сила сварочного тока регулируется изменением положения шунта в магнитном сердечнике. Когда шунт полностью вдвинут в сердечник, магнитный поток рассеяния и реактивная ЭДС рассеяния максимальны, а сварочный ток минимален. У трансформаторов с подвижными катушками типа ТС, ТСК, ТД (рис.1.3) магнитное рассеяние регулируется изменением расстояния между неподвижной первичной 1 и подвижной вторичной 2 обмотками. Это изменение осуществляется поворотом рукоятки 3 и винта, связанного с подвижной отмоткой. Сила

Рис1.3. Сварочный трансформатор типа ТСК-500
сварочного тока увеличивается при сближении обмоток и уменьшается при увеличении расстояния между ними. Напряжение холостого хода при сдвинутых катушках больше, а при раздвинутых — меньше. У трансформаторов типа ТСК конденсаторы, включенные параллельно первичной обмотке, обеспечивают повышение коэффициента мощности. В трансформаторах типа ТД (рис.1.4) применено двухдиапазонное плавное регулирование тока: в диапазоне малых токов катушки первичной и вторичной обмоток включается

Рис.1.4. Электрическая схема трансформатора ТД-500
I
последовательно, а больших — параллельно. Включение и отключение катушек производится переключателем, смонтированным внутри трансформаторов. Сварочные выпрямители и генераторы выпускаются с падающими и жесткими внешними характеристиками. Выпрямители с падающими внешними характеристиками типа ВД предназначены для ручной дуговой сварки, резки, наплавки, автоматической дуговой сварки под флюсом, а с жесткими внешними характеристиками типов ВС, ВДГ, ВМ и универсальные ВДУ, ВСУ — для дуговой сварки плавящимся электродом в защитных газах и под флюсом. Каждый источник питания дуги рассчитан на определенную (номинальную) нагрузку, при которой он работает, не перегреваясь выше допустимой температуры (по паспорту). Обычно режим работы источников питания при дуговой сварке обозначают: ПН — продолжительность нагрузки; ПР — продолжительность работы; ПВ — продолжительность включения. Режим работы характеризуется отношением времени сварки к сумме времени сварки и холостого хода

где tсв — время сварки; tп— время пауз. Различие между ПН, ПР, ПВ состоит в том, что в режимах ПН и ПР источники питания (трансформаторы) во время паузы не отключаются от сети и при разомкнутой сварочной цепи работают на холостом ходу, а в режиме ПВ (выпрямители) полностью отключаются от сети.
За номинальный режим работы однопостовых сварочных трансформаторов, выпрямителей, генераторов принят режим ПН = 20, 35 или 60%, а у многопостовых и установок тока для автоматической сварки — ПН = 100%.
3. Выбор режима сварки
Режим обусловливает характер протекания процесса сварки и обеспечивает получение сварного шва заданной формы и размеров. Все определяется диаметром, типом и маркой электрода, коэффициентом наплавки, родом, полярностью и силой тока, напряжением дуги, скоростью сварки, углом наклона и движения электрода, массой наплавленного металла. Диаметр электрода выбирается в зависимости от толщины свариваемого металла. При сварке в нижнем положении для выбора диаметра можно пользоваться табл.1.1.
Таблица 1.1 Выбор диаметра стержня электрода по толщине свариваемого металла
|
Толщина S свариваемого металла, мм |
до 1,5 |
2 |
3 |
4-5 |
6-8 |
9-12 |
13-15 |
16-20 |
св. 20 |
|
Диаметр d стержня электрода, мм |
1; 1,6 |
2 |
3 |
3-4 |
4; 5 |
4; 5 |
5 |
5; 6 |
6;8 |
При сварке горизонтальных, вертикальных и потолочных швов независимо от толщины свариваемого металла применяют электроды диаметром dэ <. 4 мм. Тип и марка электрода выбираются в зависимости от марки и механических свойств ( sв , sт , KCV, ) свариваемого металла, назначения и условий работы конструкции (табл.1.2). Сила сварочного тока I выбирается в зависимости от диаметра стержня электродах dэ и положения сварного шва в пространстве. При сварке в нижнем положении
![]()
где К — коэффициент пропорциональности, который при сварке углеродистых и низколегированных сталей в нижнем положении равен 35-60 А/мм для толщины металла 5-30 мм. При сварке горизонтальных и вертикальных швов сила тока уменьшается на 10-15, а потолочных — на 15-20%. Чрезмерно большой сварочный ток приводит к перегреву и разбрызгиванию электродного металла, ухудшению формирования шва, а при сварке тонкостенных заготовок — к прожогу стенок. Сварка на малых токах сопровождается неустойчивым горением дуги, непроваром, малой производительностью. Род тока и полярность выбираются в зависимости от марки свариваемого металла, его толщины, марки электрода, назначения конструкции. Сварка на постоянном токе обратной полярности применяется для тонкостенных заготовок и высоколегированных сталей с целью исключения их перегрева. Сварку углеродистых сталей обычно выполняют на переменном токе. Напряжение для устойчивого горения дуги Uд определяется по формулам:
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды