Деформация древесины в процессе сушки и первичной обработки на лесопильных предприятиях
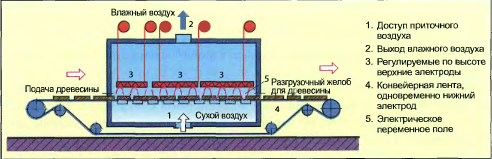
Рисунок 6.
2.3.4 Вакуумная сушка
При вакуумной сушке высушиваемая древесина находится в имеющем форму трубы металлическом цилиндре, в котором имеется пониженное давление. Снижение давления примерно на 200мбар приводит к тому, что испарение влаги из древесины при температуре 80 C начинает происходит
ь очень быстро. Вакуумная сушка может использоваться различными способами.
В установках с нагревательными плитами между отдельными слоями прокладываются плиты, которые через систему шлангов соединены с системой нагрева (рисунок 7). После установки высушиваемого сортимента в сушильную камеру происходит нагрев воздуха, и давление воздуха снижается. Приток тепла происходит постоянно. Испаряющаяся из древесины влага охлаждается на встроенных поверхностях охлаждения, конденсируется и отводится. Незадолго до достижения желаемой конечной влажности нагрев выключают. Затем камера проветривается и открывается.
Для вакуумной сушки без нагревательных пластин между отдельными слоями древесины укладываются штабельные рейки, благодаря этому нагреваемый воздух может окружить древесину со всех сторон. Нагревание воздуха происходит при помощи отопительного клапана. Движение нагретого воздуха обеспечивается при помощи вентилятора. Вакуумная сушка, как правило, применяется тогда, когда требуется быстро и бережно высушить небольшой объем древесины.
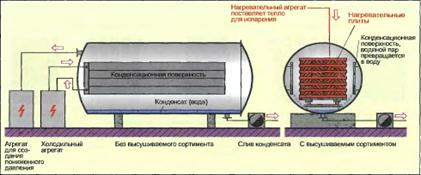
Рисунок 7.
3. Деформации, возникающие в древесине при сушке и методы их предупреждения
В процессе сушки имеется перепад влажности по сечению древесины. В связи с этим связанная с влажностью усушка не одинакова. Последнее обстоятельство приводит к образованию внутренних напряжений.
На первой стадии сушки влажность поверхностных слоев быстро опускается ниже точки насыщения волокна и они стремятся к усушке. Этому стремлению противодействуют внутренние слои древесины, усушка которых еще не начиналась. Поэтому наружные слои будут испытывать растягивающие напряжения, а во внутренних возникнут сжимающие напряжения, уравновешивающие растягивающие.
Если бы древесина была идеально упругим материалом, то появившееся на первой стадии сушки внутренние напряжения в дальнейшем постепенно уменьшились бы и в конце сушки – в момент выравнивания влажности – исчезли бы окончательно. В действительности же внутренние напряжения исчезают на некотором промежуточном этапе сушки, но в конце сушки появляются снова с противоположным знаком.
Если внутренние напряжения в древесине превысят определенный предел, то материал растрескается. Так как предел прочности при растяжении поперек волокон меньше, чем при сжатии, то в начальной стадии сушки появляются поверхностные, а в конце сушки внутренние трещины.
Избежать внутренних напряжений при сушке невозможно. Однако при правильном режиме их значения могут оставаться меньше предела прочности. Кроме того, внутренние напряжения можно значительно уменьшить за счет влаготеплообработки древесины. При влаготеплообработке на древесину воздействуют воздухом повышенной температуры с высокой степенью насыщения. Увлажнение поверхностных слоев во время обработки вызывает возникновение в них сжимающих напряжений, которые противоположны по знаку действовавшим на первой стадии напряжениям и, следовательно, снижают их влияние.
Кроме внутренних напряжений, вызываемых перепадом влажности, в древесине возникают напряжения из-за различной степени усушки в тангенциальном и радиальном направлениях. Эти напряжения становятся причиной деформации материала.
Еще одной причиной коробления материала во время сушки является плохое его зажатие, т.е. неудовлетворительная его укладка в штабель.
4. Укладка пиломатериалов в штабель для камерной сушки
На равномерность сушки и сохранение правильной формы досок после сушки большое влияние оказывает качество формирования штабелей (пакетов). Деформирование высушиваемых пиломатериалов - это результат недостаточного их зажатия, т.е. неправильной укладки в штабель.
При камерной сушке используются штабеля двух типов: пакетный, формируемый из нескольких (2…4) сушильных пакетов, и цельный, собираемый целиком на месте его формирования.
Штабель должен состоять из пиломатериалов одной породы и толщины.
Подштабельное основание должно быть прочным, жестким, а верх его - горизонтальным. Длина основания должна равняться длине штабеля. Основанием штабеля наиболее часто служат специальные рельсовые вагонетки, собранные из треков. Трек представляет собой двухколесную тележку, установленную на один рельс. Треки соединяются между собой брусками сечением 100х100 мм, устанавливаемых в соответствующие пазы на треках. Длина брусков должна равняться ширине штабеля.
Форма поперечного сечения пакетов и штабелей должна быть прямоугольной, а торцы их выровнены по вертикали.
Разные по длине доски укладывают вразбежку, причем самые длинные - по краям. Такая укладка предохраняет концы досок от коробления. Стыкуемые доски (длина которых меньше половины длины штабеля) располагают не менее чем на двух прокладках, при этом внешние торцы выравнивают по торцам штабеля.
Если доски имеют разную ширину, то узкие укладывают в середину, а широкие - по краям пакета или штабеля. Если по ширине пакета или штабеля целое количество досок не размещается, то зазор оставляют по середине ширины штабеля.
Недогрузка штабеля по высоте недопустима, так как за счет больших утечек сушильного агента через пространство над штабелем резко снижается скорость циркуляции в самом штабеле. Это приводит к увеличению сроков сушки и в некоторой степени к неравномерному просыханию материала.
Необразные доски укладывают комлями в разные стороны (рисунок 8).
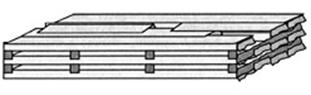
Рисунок 8.
В зависимости от характера циркуляции агента сушки через штабель пиломатериалы укладывают:
1. сплошными рядами без промежутков (шпаций) между досками для камер с горизонтальной циркуляцией поперек штабелей (рисунок 9.1);
2. с промежутками (шпациями) между досками для камер с горизонтальной циркуляцией вдоль штабелей и с вертикальной, в том числе естественной циркуляцией (рисунок 9.2).

Рисунок 9.
В штабелях или пакетах со шпациями общая ширина шпаций должна составлять при укладке обрезных досок - 35%, необрезных - 57% от ширины штабеля. Шпации должны быть распределены равномерно по ширине штабеля.
Горизонтальные ряды пиломатериалов в пакетах и штабелях должны разделяться межрядовыми прокладками, а пакеты по высоте штабеля - межпакетными.
Главное внимание уделяют шагу прокладок, а также вертикальности их рядов - это основной признак качества укладки пиломатериалов.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды