Вагоно-ремонтный завод в Стерлитамаке
Неподвижный люнет (рис. 5, а) устанавливают на направляющих станины станка и крепят планкой 5 с помощью болта и гайки 6. Верхняя часть 1 неподвижного люнета откидная, что позволяет снимать и устанавливать заготовки на кулачки или ролики 4 люнета. Они служат опорой для заготовки и поджимаются к ней винтами 2. После установки заготовки винты 2 фиксируются болтами 3. На заготовке в местах контакта
с роликами люнета протачивают канавку.
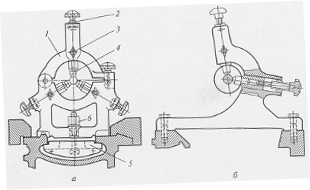
Рисунок 5 – Неподвижный (а) и подвижный (б) люнеты:
1 - откидная часть; 2 - винт; 3 - болт; 4 - кулачки; 5 - планка; 6 - гайка
Подвижный люнет (рис. 5, б) крепится на каретке суппорта и перемещается при обработке вдоль заготовки. Подвижный люнет имеет два кулачка, которые служат опорами для заготовки. Третьей опорой является резец. [ , с. 117]

Рисунок 6 – Тиски машинные
Для закрепления заготовок на фрезерных станках большое распространение получили различные по конструкции и размерам машинные тиски (рис. 6). Машинные тиски могут быть простыми неповоротными (а), поворотными (б), корпус которых можно поворачивать вокруг вертикальной оси, универсальными (в), позволяющими осуществлять поворот заготовки вокруг двух осей, и специальными (г) для закрепления в призме валов. Тиски своим основанием крепятся болтами на столе фрезерного станка.
2 Выполнение индивидуального задания – СС20220.40.052
2.1 Подобрать детали из числа деталей изготавливаемых в цехе
2.2 Выполнить чертеж детали
2.3 Выполнить описание детали
Деталь кронштейн СС20220.40.052 относится к деталям типа кронштейн. Габаритные размеры детали 180•152•90мм.
Паз 6 и поверхности 7, 10, 13, 16 имеют шероховатость Rа 12,5 мкм по h16 квалитету точности.
Все фаски (8, 15, 19, 20,, 21, 22, 23, 24, 25, 26, 27, 28) выполнены с шероховатостью Ra 6,3 мкм.
Поверхность 17 является базой В и выполнена по H6 квалитету точности и шероховатостью Ra 0,8 мкм.
Торцы 1 и 3 выполнены по H8 квалитету точности и шероховатостью Ra 1,6 мкм. К ним предъявляется требование, допуск перпендикулярности поверхности, относительно базы В 0,05 мм. На поверхностях торцов расположено по 4 резьбовых отверстия.
Вдоль оси детали расположено отверстие, выполненное по H7 квалитету точности и шероховатостью Ra 0,8 мкм. К этому отверстию предъявляется допуск параллельности отверстия, относительно базы В 0,1 мм.
Поверхность 11 выполнена по H19 квалитету точности и шероховатостью Ra 50 мкм. На этой поверхности имеются 2 резьбовых отверстия и лыска с шероховатостью Ra 6,3 мкм по Н14 квалитету.
На поверхностях 10 и 13 имеются 4 ступенчатых отверстия 9 и 18 выполненных по H14 квалитету точности и шероховатостью Ra 6,3 мкм, и 2 сквозных отверстия выполненных по H7 квалитету точности и шероховатостью Ra 0,8 мкм
Деталь изготовлена из серого чугуна марки СЧ15 ГОСТ 1412-85. [5, c. 67]
Таблица 1 - Химический состав СЧ 20
|
Марка чугуна |
Массовая доля элементов % (остальное Fe) |
Механические свойства | ||||||
|
C |
Si |
Hr |
P |
S |
δв |
HB | ||
|
Не более |
МПа | |||||||
|
СЧ 15 |
3,3 |
1,4 |
0,7 |
0,2 |
0,15 |
200 |
1700-2410 | |
Анализ детали на технологичность.
Таблица 2 – Анализ технологичности детали
|
№ поверхности |
Квалитет |
Шероховатость |
Примечание | |
|
Rа | ||||
|
1 |
2 |
3 |
4 |
5 |
|
1 2 3 4 5 6 7 8 9 10 11 12 13 14 1 |
10 14 10 7 14 10 16 14 14 16 19 14 16 7 2 |
1,6 6,3 1,6 0,8 6,3 1,6 12,5 6,3 6,3 12,5 50 6,3 12,5 0,8 3 |
6 4 6 7 4 6 3 4 4 3 1 4 3 7 4 |
Торец Плоскость Торец Отверстие Резьбовое отверстие Торец Торец Фаска Отверстие Плоскость Поверхность Резьбовое отверстие Плоскость Отверстие 5 |
|
15 16 17 18 19 20 21 22 23 24 25 26 27 28 |
14 16 7 14 14 14 14 14 14 14 14 14 14 14 |
6,3 12,5 0,8 6,3 6,3 6,3 6,3 6,3 6,3 6,3 6,3 6,3 6,3 6,3 |
4 3 7 4 4 4 4 4 4 4 4 4 4 4 |
Фаска Торец Плоскость Отверстие Фаска Фаска Фаска Фаска Фаска Фаска Фаска Фаска Фаска Фаска |
Определяем коэффициент унификации по формуле:
Ку =![]() , (1)
, (1)
где Qу.э. – количество унифицированных элементов;
Qэ. – общее количество элементов.
Ку = ![]() = 1
= 1
Деталь технологична, так как
Ку ![]() 0,6,
0,6,
1 ![]() 0,6
0,6
Находим средний квалитет точности обработки по формуле:
Аср = ![]() , (2)
, (2)
где ![]() - сумма квалитетов точности;
- сумма квалитетов точности;
ni - количество квалитетов точности определенного квалитета;
![]() - сумма квалитетов точности.
- сумма квалитетов точности.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды