Анализ процесса взаимодействия сплава АЛ11 с газами
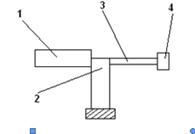
На рис№1 тепловым узлам литой детали соответствуют вершина №2 т.к. в неё не входит ни одной стрелки.
4.5 Дополнить граф литой детали элементами системы питания отливок к которым относятся: прибыли, питатели; технологические напуски, холодильники и утепляющие вставки. Условные обозначения приведены в таблице №2
П 1 2 3 4
4.6 Оценить эффективность работы системы питания анализируемой отливки. Формальным признаком эффективности системы питания является отсутствие в графе системы питания вершин, в которые не входит хотя бы одна стрелка. Это не относится к вершинам, соответствующим прибылям и питателям
Формальным признаком эффективности системы питания является отсутствие в графе системы питания вершин, в которые не входит хотя бы одна стрелка. Это утверждение не относится к вершинам, соответствующим прибылям и питателям.
Данная система питания является достаточно эффективной т.к. т.к. на тепловой узел №2 произведена установка холодильника, на элемент №1 устанавливаем утеплитель(путём утолщения слоя краски наносимого на внутреннюю полость кокиля)
4.7 Оценить экономичность прибылей, применяемых в системе питания отливки по значениям коэффициента запаса
k- коэффициент запаса прибыли
Vi, Vn- объём i-го элемента отливки питающей его прибыли
a- усадка сплава при кристаллизации
а=4,2%
Vi=386,4 см3
Vn=120 см3
k= k= 4.8 Предложить свой вариант системы питания отливки и построить соответствующий граф
Граф данной отливки соответствует ранее предложенному варианту.
Отличием данной отливки является наличие второго питателя, что уменьшает скорость расплава в них в следствии чего исключается замешивание в расплав вторичных шлаковых включений. 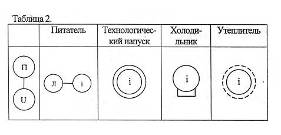

![]()
![]()
![]() коэффициент запаса прибыли которая питает отливку:
коэффициент запаса прибыли которая питает отливку:
 |
5. Анализ процессов силового взаимодействия отливки с формой
5.1 Написать формулу, позволяющую рассчитать размеры модели оснастки с учётом линейной усадки сплава
![]() ,
,
εлит =1,3% – линейная усадка;
lмод – размер модельной оснастки;
lотл =196(мм) – размер отливки.
![]()
![]()
![]()
5.2 Сформулировать теоретически обоснованные мероприятия, направленные на уменьшение уровня усадочных, термических и фазовых напряжений в отливке
Чтобы предотвратить образование усадочных и термических напряжений, необходимо провести следующие мероприятия:
1. Исключить неравномерное распределение температуры в охлаждающейся отливке. В данной отливке есть элементы, которые затвердевают раньше, чем другие части отливки. Также имеются упорные места (фланцы) которые препятствуют свободной линейной усадке перемычки (3) в результате чего в ней образуются усадочные напряжения, что может привести к образованию горячих и холодных трещин.
2. Исключить или снизить тормозящее действие неподатливой формы (путём установки проставок из податливых материалов). В данном случае литьё производится в неподатливую форму – кокиль.
5.3 Пользуясь справочной литературой оценить предрасположенность сплава к образованию горячих трещин
Сплав АЛ11 имеет малую склонность к горячим трещинам. Горячеломкость сплава АЛ11 – толщина кольца 5 мм.
Например: горячеломкость сплава АЛ19 – толщина кольца 32.5 мм
Горячеломкость сплава АЛ7- толщина кольца 35мм
5.4 На эскизе отливки указать участки, в которых наиболее вероятно образование горячих трещин
трещины

Склонность к трещинообразованию будет проявляться на выделенных участках, вследствие возникновения затрудненной усадки в этих местах.
5.5 Сформулировать теоретически обоснованные мероприятия, направленные на борьбу с образованием в отливке горячих и холодных трещин
Для уменьшения вероятности возникновения холодных трещин следует провести ряд мероприятий.
1) Изменить состав сплава в рамках допустимых значений компонентов сплава.
2) Уменьшить содержание примесей в расплаве.
Все эти мероприятия проводятся во время приготовления сплава перед заливкой.
Также возможно применение специальных вставок из податливых материалов (песчано-стержневая смесь)
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды