Проект участка приготовления сахарного сиропа производственной мощностью 1500 тонн в год


Рисунок 3.2 – Схема к расчёту угла подъёма змеевика
Длина витка змеевика составит
![]()
![]()
Число витков змеевика
<
img width=48 height=48 src="images/referats/8287/image027.png">
Диаметр корпуса греющей части определяется по формуле:
Dк = Dзм + dн + 0,1 [4,с.51]
Dк = 0,6 + 0,05 + 0,1 = 0,75 м
Принимаем диаметр по ближайшему диаметру стандартных штампованных днищ 0,8 (800 мм). Эскиз змеевика с обозначением некоторых конструктивных размеров на рис. 3.3. Высота змеевика Нзм составит:
Нзм = Sn + hк,
где hк – конструктивная добавка с учётом высоты штампованных днищ (hк = 300 мм).
При наличии двуспирального змеевика
![]()
![]()

Рисунок 3.3 – Схема к расчёту змеевика
3.3 Расчёты на прочность
Толщина стенки корпуса определяется по формуле [1, с. 52]:
где р – давление в аппарате, МПа (р = 0,6 МПа);
Dв – внутренний диаметр сосуда, м (Dв = 0,8 м);
![]() д – допускаемое напряжение на растяжение, МПа (для стали Ст.5 принимаем равным 150 МПа);
д – допускаемое напряжение на растяжение, МПа (для стали Ст.5 принимаем равным 150 МПа);
φ – коэффициент прочности сварного шва (φ = 0,7 ÷0,8);
с – прибавка на коррозию,м (С = 0,0015 м).

Принимаем толщину стенки 0,004 м (4 мм).
Толщину эллиптического днища (рис. 4) определяем по формуле [2, с.130]:
где hв – высота выпуклой части днища
(hс![]() 0,2 Dв [2,с.128]).
0,2 Dв [2,с.128]).
Принимаем hв = 0,16 м.
![]() д = 0,004 м (4 мм).
д = 0,004 м (4 мм).
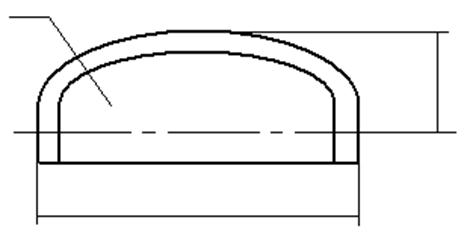
Рисунок 3.4 – Эскиз днища
Болтовое соединение рассчитываем исходя из условия герметичности (плотности) [2.с.140]. Усилие, действующее на один болт (Р0) определяется по формуле:
![]()
где k – коэффициент затяжки болта,
Q – усилие, отрывающее крышку от фланца;
где z – число болтов на фланце,
Dв – внутренний диаметр корпуса,
р – давление в корпусе.
Принимаем:
k = 2,0; Dв = 0,8 м; z = 32; р = 0,6 МПа

Номинальный диаметр болта определяется по формуле: [2, с. 142]:
где ![]() в – предел прочности материала болта на растяжение, МПа;
в – предел прочности материала болта на растяжение, МПа;
nв – запас прочности.
Принимаем: nв = 6,5; ![]() в = 500МПа
в = 500МПа

Принимаем болты М24 по ГОСТу 9150 – 59.
Определяем толщину (![]() ) кругового приварного фланца, расчётная схема которого показана на рисунке 3.5.
) кругового приварного фланца, расчётная схема которого показана на рисунке 3.5.
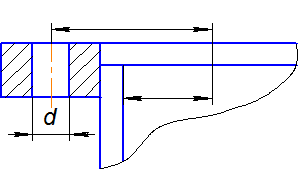
Рисунок 3.5 – Схема к расчёту фланца
Расчёт проводится по формуле [2,с. 143]:

где ![]() – коэффициент, зависящий от конструкции фланца и вида прокладки; принимаем равным 0,43 [2,с. 143];
– коэффициент, зависящий от конструкции фланца и вида прокладки; принимаем равным 0,43 [2,с. 143];
R0 – радиус окружности центров болтовых отверстий, м;
Rв – внутренний радиус корпуса, м;
d – диаметр болтового отверстия, м;
S – расстояние между болтами (шаг болтов), м.
Остальные обозначения те же, что и в предыдущих формулах.
Принимаем:
R0 = 0,45 м Rв = ![]() = 0,4 м; d = 0,025 м; S =
= 0,4 м; d = 0,025 м; S = ![]() ;
;
S = ![]() ;
;

![]()
4. Монтаж, техническая эксплуатация и ремонт станции
Корпуса вакуум-аппаратов изготовляют из листовой меди марки М2 или М3, содержащей 99,7-99,5% чистой меди, а также из стали.
Монтаж выпарных аппаратов производят в соответствии с установочными чертежами в следующем порядке:
1. размечают место установки аппарата;
2. производят установку греющей части аппарата;
3. крепят выпарную часть аппарата;
4. изготовляют обслуживающую площадку;
5. присоединяют к аппарату трубопроводы и контрольно-измерительные приборы;
6. испытывают аппарат на герметичность.
Греющую часть аппарата устанавливают на фундаменте и крепят тремя фундаментными болтами М20. Отклонение от горизонтали не должно превышать 0,3 мм на 1 м длины. Выпарную часть крепят на тягу к перекрытию (или на кронштейнах к стене). К аппарату подводят трубопроводы карамельного сиропа, карамельной массы, греющего пара, слива конденсата, продувки и вакуумной линии.
После монтажа площадки к аппарату присоединяют трубопроводы и устанавливают вакуум-насос. При монтаже выпарных аппаратов так располагают трубопроводы, чтобы они не мешали обслуживанию аппарата и чтобы легко можно было осуществлять чистку, ремонт и наблюдение за их состоянием.
Хорошая работа вакуум-аппарата возможна лишь при надёжном разрежении в нём, поэтому необходимо обеспечить полную герметизацию системы. В связи с этим при монтаже вакуум-аппаратов особенно тщательно выполняют соединения, обеспечивающие герметичность установки (фланцы, места сварки, вентили, задвижки, смотровые и осветительные окна и т.п.). При монтаже вакуум-насосов также уделяется особое внимание герметичности соединений. В качестве прокладок применяют листовую резину или асбестовый картон марки АС и С. Затяжку болтовых соединений производят равномерно.
Воздух проникает в насос чаще всего из-за негерметичности сальниковых уплотнений. Для сальников вакуум-насосов применяются набивки. Такие набивки выдерживают давление до 20 мН/м2 при максимальной температуре сальников 100°С.
По окончании монтажа трубопроводов вакуум-аппарата герметичность их соединений испытывают следующим образом. Испытуемое место соединения покрывают мыльным раствором и затем в аппарате создают воздушное давление до 20 кН/м2. Появление пузырей в местах соединения свидетельствует о негерметичности. Создание воздушного давления свыше 200 кН/м2 недопустимо, так как это может привести к разрушению аппарата.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды