Выбор и оценка методов обработки женского жакета. Методы обработки накладного кармана
16
09+14
![]()
|
| |||||||
![]() 4
4
| ||||
![]() 5
5
| ||||
![]() 6
6
|
8
 | ||||||||
 | ||||||||
 | ||||||||
| ||||||||
Рисунок 3. Граф конструктивно-технологических переходов процессов обработки женского жакета после примерки
5. Выбор методов обработки и оборудования для заданного вида изделия
5.1 Характеристика применяемого оборудования
Увеличение выпуска швейных изделий высокого качества зависит от повышения производительности труда на основе технического перевооружения и реконструкции, внедрения нового оборудования и средств малой механизации, применения прогрессивных технологий изготовления одежды, организации управления качеством.
Большие возможности повышения производительности труда имеет получившая в последнее время широкое распространение новая малооперационная технология, позволяющая за один проход выполнять несколько неделимых сборочно-соединительных операций или осуществлять монтаж узлов, минуя предварительного соединения отдельных деталей. Использование малоооперационной технологии в качестве средства механизации и автоматизации способствует максимальной концентрации однородных технологических операций. Большое значение для повышения эффективности производства швейных изделий имеет разработка и внедрение рациональных, так называемых технологических конструкций одежды, обеспечивающих повышение производительности труда на 10-35% в результате снижения трудоемкости обработки при высоком ее качестве, снижения ручных работ, применение высокоэффективных клеевых материалов, унификация деталей, узлов.
Важной частью технологического процесса при изготовлении швейных изделий является влажно-тепловая обработка деталей, узлов и готового изделия. При выборе оборудования для влажно-тепловой обработки следует применять комплекты усовершенствованного гладильно-прессового оборудования, оснащенные автоматическими устройствами для подачи технологического пара и вакуум - отсоса также регулирования параметров влажно-тепловой обработки. Режимы влажно-тепловой обработки устанавливают в зависимости от волокнистого состава материалов и вида технологической операции. Исходя из вышеизложенного, в курсовом проекте было выбрано оборудование и средства механизации, чьи характеристики представлены в табличной форме.
Таблица 6-Технологическая характеристика машин
|
Наименование оборудования, предприятие - изготовитель |
Назначение |
Число стежков в 1 мин. |
Механизм перемещения материала |
Челнок или петлитель |
Нитепритягиватель |
Тип стежка |
Длина стежка, мм |
Применяемые иглы |
Толщина, мм |
Дополнительные Данные |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
131-131+50 АО ”Орша” Беларусь |
Изготовление костюмов и пальто из различных материалов |
4500 |
Однореечный |
Вращающийся, центральный шпульный |
Кулисный |
301 |
3.5-6 |
0203 № 80-90 |
6,0-10,0 |
Автоматизированный привод остановки и фиксации иглы подъема лапки и обрезка ниток |
|
242 «PFAFF» Германия |
Для выполнения отделочных строчек на легких и средних материалах |
2900 |
Зубчатая рейка |
Кулисный |
301.301 |
0,8-7,2 |
5,0 |
Автоматизированные вспомогательные приемы, механизм отключения игл | ||
|
2222М АО «Орша» Беларусь |
Временное соединение (сметывание, выметывание) прямолинейной однониточной цепной строчкой |
3000 |
Нижняя рейка |
Петлитель |
Работает от нитепритягивателя |
101 |
12 |
0518-02-80 … 0518-02-100 |
До 6,0 |
Мощность 0,25 кВт |
|
1622 ОА «Орша» Беларусь |
Прокладывание копировальных стежков на деталях кроя верхней одежды |
1000 |
Нижняя рейка |
Два петлителя |
Работает от иглопритягивателя |
101 |
12 |
0518-02-80 … 0518-02-100 |
5,0 |
Расстояние между односторонними стежками 5-10мм |
Таблица 7 - Технологическая характеристика оборудования для влажно - тепловой обработки
|
Тип оборудования |
Назначение |
Усилие прессования, Па |
Нагревательный элемент |
Дополнительные данные |
|
1 |
2 |
3 |
4 |
5 |
|
Утюг УТП-2, ОЭП ОАО «Агата» |
Для костюмных и пальтовых материалов |
_ |
ТЭН |
Устройство пропаривания, доска с вакуум-отсосом |
|
Пресс ПГУ-3 |
Выполнение различных технологических операций |
20 |
ТЭН |
Гидравлический |
Таблица 8 - Характеристика средств малой механизации
|
Наименование средств малой механизации |
Назначение |
Схема выполнения операций |
|
1 |
2 |
3 |
|
Лапка с выдвижной выправляющей линейкой |
Соблюдение параллельности строчки стачиваемых деталей |
5.2 Разработка графических моделей методов обработки основных узлов изделия
Выбранные методы обработки основных узлов изделия представлены в данном курсовом проекте в виде сборочных схем (графических моделей) с указанием последовательности выполнения операций путем цифровой нумерации на рисунке 4.
В основу выбора методов обработки положены: прогрессивная технология, достижения науки и техники в области швейного производства, методы обработки, применяемые на передовых предприятиях бытового обслуживания.
Прогрессивные методы обработки предусматривают: использование клеевых прокладочных материалов, машинные способы обработки, технологичные конструкции деталей и узлов изделия, совмещение технологических операций, вывод из технологического процесса ряда операций, не снижающих качества изделия.
При выборе методов обработки учитаны основные направления дальнейшего совершенствования техники и технологии швейного производства.
Проанализировав все вышесказанное, были выбраны следующие методы обработки основных узлов: соединение нижнего воротника с верхним производится челночной стачивающей обтачной строчкой в кант (рисунок 4), такая обработка является материалосберегающей (отсутствие клеевой паутинки). Карман накладной на подкладке обрабатывается по унифицированному методу, что сокращает количество операций и также является трудосберегающей технологией. Для придания формоустойчивости воротнику используется флизелин с точечным клеевым покрытием.
Широко применяются клеевые кромки, которые предохраняют срезы от растяжения, не увеличивая при этом массу изделия.


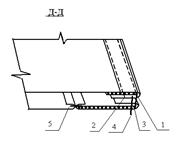


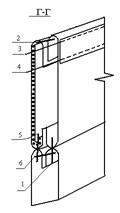
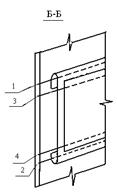

Рисунок 4 - Графические модели методов обработки основных узлов женского жакета
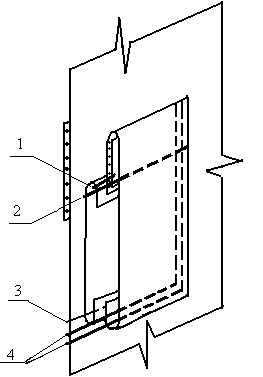
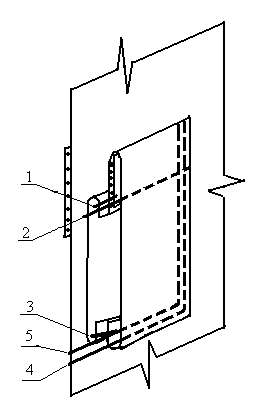

Метод 1 Метод 2 Метод 3
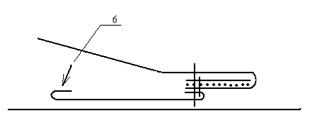
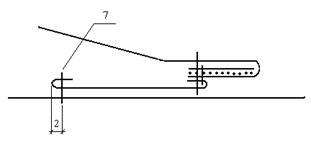
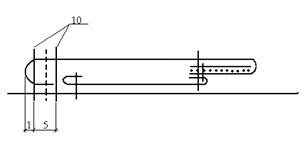
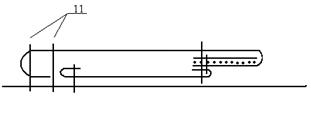
Рисунок 5. Графические модели методов обработки заданного узла (накладной карман на подкладке)
5.3 Выбор и оценка методов обработки заданного узла изделия (накладной карман на подкладке)
Технология обработки швейных изделий изменены с совершенствованием процессов моделирования и конструирования одежды, с появлением новых материалов, оборудования. В связи с этим, методы обработки для одного и того же вида одежды и узла различны по технологии, применяемым оборудованием, материалами, входящими в пакет изделия, средствами механизации.
Для детального анализа и оценки эффективности в курсовом проекте представлены три варианта обработки заданного узла (рисунок 5), разработаны графические модели (схемы) и дана характеристика особенностей обработки каждого метода по составу пакета материалов, применяемых конструкций швов, оборудования, конструкций деталей, технологии обработки, составлена технологическая последовательность выбранных методов обработки (таблица 8). Формирование технологической последовательности состоит в выборе операций из нормативной технологической документации.
Таблица 9 - Технологическая последовательность обработки заданного узла изделия
|
№ операций |
Наименование операций |
Вид работы |
Затрата времени по вариантам обработки, мин |
Оборудование, приспособления, инструменты | |||
|
1метод |
2 метод |
3метод | |||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 | |
|
Обработка кармана подкладкой | |||||||
|
1 |
Проложить кромку из материала с односторонним клеевым покрытием по верхнему краю карманов (со стороны припуска по намеченной линии) |
У |
1,09 |
1,09 |
1,09 |
Утюг УТП-2, ОЭП ОАО «Агата», пулевизатор | |
|
2 |
Притачать подкладку к припуску на подгиб верхнего края накладных карманов |
М |
0,976 |
0,976 |
0,976 |
Машина131-131+50 ОА”Орша” Беларусь | |
|
3 |
Перегнуть верхний край накладных карманов по намеченной линии и обтачать карманы подкладкой, посаживая основную ткань в углах. |
М |
- |
2,99 |
- |
Машина131-131+50 ОА”Орша” Беларусь | |
|
4 |
Подрезать шов обтачивания карманов и вывернуть карманы на лицевую сторону, выправляя в углах |
Р |
- |
1,91 |
- |
Колышек, ножницы | |
|
5 |
Выметать края накладных карманов, образуя кант из основной ткани |
СМ Р |
- - |
3,20 5,25 |
- - |
2222М АО «Орша» Беларусь Игла, наперсток ножницы | |
|
6 |
Подшить пропуск в строчке |
Р |
- |
1,13 |
- |
Игла, наперсток ножницы | |
|
7 |
Приутюжить накладные карманы |
У |
- |
1,67 |
- |
Утюг УТП-2, ОЭП ОАО «Агата» | |
|
8 |
Перегнуть верхний край накладных карманов на изнаночную сторону по намеченной линии и приутюжить |
У |
1,67 |
- |
1,67 |
Утюг УТП-2, ОЭП ОАО «Агата» | |
|
9 |
Прострочить отделочной строчкой верх кармана |
М |
0,976 |
0,976 |
0,976 |
Машина131-131+50 ОА”Орша” Беларусь, направляющая линейка | |
|
10 |
Удалить нитки после выметывания краев карманов в ручную |
Р |
- |
0,948 |
- |
Колышек, ножницы | |
|
Итого 1 этапа |
4,712 |
20,14 |
4,712 | ||||
|
Соединение кармана с полочкой | |||||||
|
11 |
Восстановить места расположения кармана |
Р |
0,784 |
0,784 |
0,784 |
Мел, линейка, сантиметровая лента, лекало | |
|
12 |
Заутюжить боковые и нижние края подкладки кармана, подгибая обрезные края в сторону изнанки подкладки |
У |
1,66 |
- |
- |
Утюг УТП-2, ОЭП ОАО «Агата» | |
|
13 |
Наложить подкладку накладных карманов лицевой стороной на лицевую сторону полочек по намеченным линиям и настрочить её по боковым сторонам и низу |
М |
2,53 |
- |
- |
Машина131-131+50 ОА”Орша” Беларусь | |
|
14 |
Притачать верхние края подкладки накладных карманов к полочке по намеченным линиям |
М |
- |
- |
0,976 |
Машина131-131+50 ОА”Орша” Беларусь, ножницы | |
|
15 |
Стачать боковые срезы подкладки кармана |
М |
- |
- |
1,95х2 |
Машина131-131+50 ОА”Орша” Беларусь | |
|
16 |
Заутюжить боковые и нижние края кармана, подгибая обрезные края в сторону подкладки |
У |
1,66 |
1,66 |
1,66 |
Утюг УТП-2, ОЭП ОАО «Агата» | |
|
17 |
Наметать накладные кармана на полочки |
Р |
3,73 |
3,73 |
3,73 |
Игла, наперсток ножницы | |
|
18 |
Притачать боковые и нижние края накладных карманов по намеченным линиям |
М |
3,95 |
- |
- |
242 «PFAFF» Германия | |
|
19 |
Притачать боковые и нижние края накладных карманов по намеченным линиям двумя строчками |
М |
- |
7,91 |
7,91 |
Машина131-131+50 ОА”Орша” Беларусь | |
|
20 |
Удалить нитки наметывания накладных карманов |
Р |
1,05 |
1,05 |
1,05 |
Колышек, ножницы | |
|
21 |
Приутюжить накладные карманы |
Пр |
2,53 |
2,53 |
2,53 |
Пресс ПГУ-3 | |
|
Итого 2 этапа |
17,894 |
17,664 |
22,54 | ||||
|
Итого по этапам |
22,606 |
37,804 |
27,252 | ||||
На основании данных о трудоемкости узлов и времени технологических операций проведен анализ структуры методов обработки.
Таблица 10 – Структурный состав операций методов обработки по видам работ.
|
Номер метода обработки |
Графическая модель метода обработки |
Затраты времени по видам работ | ||||||
|
Затраты времени по этапам обработки, мин. |
М |
СМ |
Пр |
У |
Р |
Применяемое оборудование, приспособления | ||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 |
|
1этап 4,712 2этап 17,894 Итого 22,606 |
1,952 6,48 8,432 |
- - - |
- 2,53 2,53 |
2,76 3,32 6,08 |
- 5,564 5,564 |
Машина131-31+50 ОА “Орша”, Утюг УТП-2 242 «PFAFF» Германия Машина131-31+50 ОА “Орша”, Пресс ПГУ-3, Утюг УТП-2, Игла, Наперсток, Ножницы, Линейка, Мел, Трафарет, |

Продолжение таблицы 9
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
2 |
|
1 этап 20,14 2этап 17,664 Итого 37,804 |
4,942 7,91 12,852 |
3,20 - 3,20 |
- 2,53 2,53 |
2,76 1,66 4,42 |
9,238 5,564 14,802 |
Машина131-131+50 ОА “Орша”, Утюг УТП-2, 2222М АО «Орша» Беларусь, Пресс ПГУ-3, Игла, Наперсток, Мел, Ножницы, Линейка, Колышек, Трафарет Машина131-131+50 ОА “Орша”, Утюг УТП-2, Игла, Наперсток, Мел, Ножницы, Линейка, Колышек, Трафарет |
|
3 |
|
1этап 4,712
2этап 22,54
Итого 27,252 |
1,952 12,786 14,738 |
- - - |
- 2,53 2,53 |
2,76 1,66 4,42 |
- 5,564 5,564 |
Машина131-131+50 ОА “Орша”, Пресс ПГУ-3, Утюг УТП-2 Машина131-31+50 ОА “Орша”, Утюг УТП-2, Игла, Наперсток, Ножницы, Линейка, Мел, Трафарет, |
Продолжение таблицы 9
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 этап 4,712 20,14 4,712 |
1,952 4,942 1,952 |
- 3,20 - |
- - - |
2,76 2,76 2,76 |
- 9,238 - | ||
|
2 этап 17,894 17,664 22,54 |
6,48 7,91 12,786 |
- - - |
2,53 2,53 2,53 |
3,32 1,66 1,66 |
5,564 5,564 5,564 | ||
|
Итого |
87,662 |
36,022 |
3,20 |
7,59 |
14,92 |
25,93 |
5.4 Оценка эффективности методов обработки заданного узла изделия
Эффективность методов обработки определены их комплексной оценкой. Анализ каждого метода включает оценку его по трудоемкости, структуре операций, техническому совершенству оборудования, возможности использования последовательно-параллельных и последовательных методов обработки, ресурсосберегающих технологий, факторам обеспечивающим повышение производительности труда и качества обработки и др.
Для оценки качества обработки узла использованы показатели степени механизации обработки данного узла, оказывающий значительное влияние на обеспечение стабильности качества.
Степень механизации См определен в процентном отношении времени механизированных операций Тм к общей затрате времени Тобщ на узел одежды:
![]()
![]() =10,962/22,606*100%=48%
=10,962/22,606*100%=48%
![]() =18,582/37,804*100%=49%
=18,582/37,804*100%=49%
![]() =17,268/27,252*100%=63%
=17,268/27,252*100%=63%
Кроме того, при оценке качества обработки учитаны изменение физико-механических свойств узла одежды.
Для экономической оценки методов обработки использованы расчеты трудовых затрат, которые охарактеризованы показателями повышения производительности труда Рп.т. и сокращения затрат времени Рз.в.
Па основе технологической последовательности была определена трудоемкость методов обработки, что дало возможность определить экономические показатели.
Повышение производительности труда Рп.т.(%) определяют из соотношения:
![]()
Рп.т.=( 37,804-22,606)/22,606*100%=67%
Сокращение затрат времени Рз.в. (%).
![]()
Рз.в.=( 37,804-22,606)/37,804*100%=40%
где Тс –затрата времени по узлу при менее производительном способе обработки, мин.;
Тп - затрата времени по узлу при более производительном способе обработки, мин.
Результаты расчетов представлены в таблице 10.
Таблица 11 - Оценка эффективности методов обработки
|
Показатели |
Варианты методов обработки | ||
|
1 |
2 |
3 | |
|
1 |
2 |
3 |
4 |
|
Затраты времени по узлу, мин. |
22,606 |
37,804 |
27,252 |
|
Сокращение затрат времени, Рз.в., % |
40 | ||
|
Повышение производительности труда, Рп.т, % |
67 | ||
|
Затрата времени на механизированные технологические операции, Тм., мин. |
10,962 |
18,582 |
17,268 |
|
Степень механизации обработки узла, См, %. |
48 |
49 |
63 |
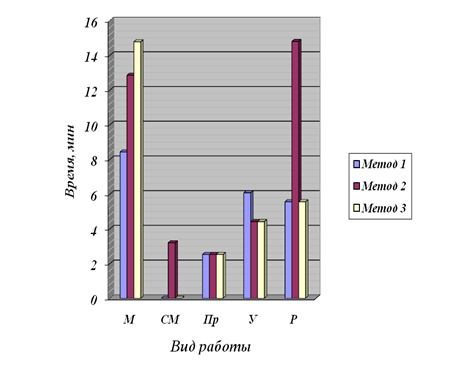
Рисунок 6 – Трудоемкость методов обработки по видам работ
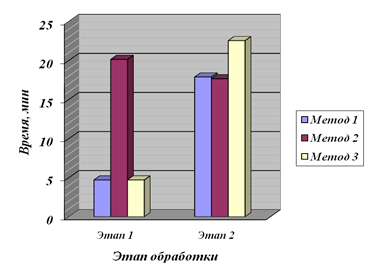
Рисунок 7 – Трудоемкость методов обработки по этапам обработки.
Таким образом, из графиков на рисунках 6 и 7 видим, что наипрогрессивным и рациональным является первый метод обработки. Его графики лежат ниже двух остальных Тобщ=22,606 мин, а более трудоемким и менее производительным является третий метод обработки, Тобщ=37,804 мин.
Из рисунка 6 видно, что в 3-ем методех преобладают машинные операции за счет исключения спецмашинных и малого использования ручных и утюжильных операций. График идет не равномерно, операции на утюге преобладают над прессом. Во втором методе преобладает ручная операция над первым и вторым методом.
Таким образом, экономическая эффективность достигнута за счет уменьшения ручных и спецмашинных операций и повышается за счет увеличения машинных операций.
Для обеспечения поузловой обработки изделий в процессе важное значение имеет также технологичность методов обработки узлов, которая позволило сосредоточить обработку узла на меньшем количестве рабочих мест, используя наиболее однородное оборудование и инструменты, и сокращая затраты времени на приемы «взять и отложить детали». При определении технологичности метода обработки подсчитано количество переходов от операций к операции с разными видами работ.
5.5 Разработка технологического процесса заданного узла.
Таблица 12 - Кодирование деталей, входящих в пакет заданного узла
|
Наименование деталей |
Код деталей |
|
1 |
2 |
|
Основная деталь кармана |
01 |
|
Клеевая прокладка верха кармана |
02 |
|
Подкладка кармана |
03 |
|
Полочка |
04 |

 | |||||||
 |  | ||||||
| 1 | У |
| 1,09 | |
![]() 1
1
| 2 | М |
| 0,98 | |
![]()
| 8 | У |
|
| |
| 9 | М |
| 0,98 | |
| 11 | Р |
|
| |
![]()
| 12 | У |
|
| |
| 13 | М |
| 2,53 | |
![]()
| 16 | У |
| 1,66 | |
![]()
| 17 | Р |
|
| |
| 18 | М |
| 3,96 | |
![]()
| 20 | Р |
|
| |
| 21 | Пр |
| 2,53 | |
Рисунок 8 – Граф последовательности обработки накладного кармана на подкладке
5.6 Разработка инструкционной карты на заданный узел
Рисунок 9. Метод обработки заданного узла предпочтительного варианта
Таблица 13 – Инструкционная карта
|
п/п |
Технические условия выполнения операции |
Вид работы |
Затрата времени, мин. |
Оборудование, приспособления |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
|
У |
1,09 |
Утюг УТП-2 |
|
2 |
|
М |
0,976 |
Машина 131-131+50 АО «Орша» |
|
3 |
|
У |
1,67 |
Утюг УТП-2 |
|
4 |
|
М |
0,976 |
Машина 131-131+50 АО «Орша», направляющая линейка |
|
5 |
|
Р |
0,784 |
Линейка, мел, трафарет |
|
6 |
|
У |
1,66 |
Утюг УТП-2 |
|
7 |
|
М |
2,53 |
Машина 131-131+50 АО «Орша» |
|
8 |
|
У |
1,66 |
Утюг УТП-2 |
|
9 |
|
Р |
3,73 |
Игла, наперсток ножницы |
|
10 |
|
М |
7,91 |
Машина 131-131+50 АО «Орша» |
|
11 |
|
Р |
1,05 |
Ножницы, колышек |
|
12 |
|
Пр |
2,53 |
Пресс ПГУ-3, |
|
Итого |
22,606 |





Выводы
В курсовом проек
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды