Оценка качества монтажных соединений электронной аппаратуры
На микроструктуре (рисунок 1.3) ясно видна выделяющаяся богатая золотом фаза, принимающая форму пластинчатых кристаллов и представляющая собой золото-оловянный интерметаллид. Кроме того, между золотом и свинцом, который затвердевает вокруг богатых; золотом кристаллических участков, наблюдается вторичная эвтектическая фаза. Наконец, возникает оловянно-свинцовая фаза, имеющая на фотографии более
темный цвет.

Рисунок 1.3 – Сплав оловянно-свинцовой эвтектики с 15 % золота; ![]() 200
200
На микроструктуре (рисунок 1.4) видна типичная дендритная структура кадмиевой фазы (содержащей в твердом растворе олово) с сеткой из оловянно-свинцовой эвтектики, включающей в себя некоторое количество α-фазы.
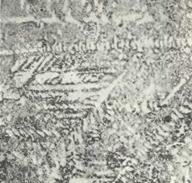
Рисунок 1.4 – Сплав оловянно-свинцовой эвтектики с 15 % кадмия; ![]() 200
200
Светлоокрашенные орторомбические кристаллы медно-оловянного интерметаллида (рисунок 1.5) располагаются в сетке из мелких кристаллов оловянно-свинцовой эвтектики с четкими участками α-фазы, богатой свинцом. Если тигель с припоем, в который введено большое количество меди, охладить до 188 °С и удалить шлам, то образуются игольчатые кристаллы, видимые невооруженным глазом.

Рисунок 1.5 – Сплав оловянно-свинцовой эвтектики с 15 % меди; ![]() 200
200
Образуются (рисунок 1.6) гексагональные плотно упакованные кристаллы интерметаллида серебро-олово, взвешенные в эвтектической оловянно-свинцовой сетке, в которой рассеяны участки, богатые свинцом.

Рисунок 1.6 – Сплав оловянно-свинцовой
эвтектики с 15 % серебра; ![]() 200
200
В микроструктуре (рисунок 1.7) ясно обнаруживаются кубические кристаллы оловянно-сурьмяного интерметаллида в сетке эвтектики, богатой α-фазой.
Темная богатая цинком фаза (рисунок 1.8) с гораздо более высокой точкой плавления, чем у других компонентов структуры, затвердевает в квазикристаллической форме. Она содержит главным образом олово, и поэтому остающаяся оловянно-свинцовая эвтектика богата фазой, которая затвердевает в виде дендритов, обычно вблизи обогащенной цинком фазы.
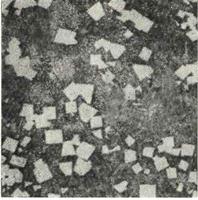
Рисунок 1.7 – Сплав оловянно-свинцовой эвтектики
с 15 % сурьмы; ![]() 200
200

Рисунок 1.8 – Сплав оловянно-свинцовой
эвтектики с 15 % цинка; ![]() 200
200
Металлические примеси оказывают большое влияние на характеристики припоев. Можно было ожидать, что даже сравнительно небольшие количества металлов, вводимых в оловянно-свинцовый припой, меняют поверхностную энергию возникающего сплава и тем самым влияют на характеристики смачивания.
На рисунке 1.9 показаны результаты испытания. Припои, содержащие примеси, были получены вводом определенных количеств примесей в форме мелкого порошка в эвтектический сплав 63 % олова с 37 % свинца. Смесь подогревали до температуры на 55 °С выше точки плавления и перемешивали магнитным способом в течение 20 мин. Затем сплавы заливали при быстром охлаждении, чтобы избежать сегрегации. Примеси вводились в количествах, совершенно не связанных с какими-либо пределами растворимости. Применявшийся флюс состоял из стеариновой кислоты и небольших количеств нашатыря, благодаря чему исключалась возможность попадания в припой ионов металла из флюса. После удаления окислов и флюса сплав шприцевали через специальную фильеру. Полученную таким образом проволоку металлургически проверяли на гомогенность и подвергали анализу для определения точного состава.

1 – алюминий; 2 – висмут; 3 – никель; 4 – медь; 5 – чистая оловянно-свинцовая эвтектика; 6 – кадмий; 7 – цинк
Рисунок 1.9 – Влияние загрязнений на растекаемость эвтектического припоя
Испытания имитировали ручную пайку паяльником. При испытании содержание алюминия не превышало 0,42 %:
С помощью анализатора была проведена оценка растекаемости припоев. Был выбран темп изменения температуры по времени, гарантирующий достижение системой равновесия, причем выбранная длительность испытания была недостаточна для интенсивной взаимной диффузии припоя и основного металла. Ниже дана характеристика шести исследованных примесей.
Висмут, вводимый в оловянно-свинцовый припой, образует твердый раствор с обоими компонентами сплава. С увеличением количества висмута растекание улучшается, причем эта присадка дает наибольшую скорость растекания из всех исследованных сплавов. Предельное количество висмута в твердом растворе со свинцом при 100° С составляет 18,9 %. Растворимость висмута в олове при 25 °С равна 0,5 %.
Добавка никеля также улучшает скорость растекания припоя. Никель не дает твердого раствора с оловом; правда, при высоких температурах (несколько выше величины температуры пайки) возникают интерметаллические соединения. В твердом свинце никель растворяется в незначительных количествах (0,08 %). Интерметаллических соединений никель со свинцом не образует.
Добавление меди несколько повышает скорость растекания припоя. Растворимость меди в олове и свинце пренебрежимо мала. При комнатной температуре существуют два интерметаллических соединения меди с оловом.
Влияние присадки алюминия можно исследовать только в очень узком интервале, так как при температуре испытания алюминий не растворяется в припое. Твердых растворов с оловом или свинцом алюминий не дает, что подтверждено в ряде испытаний.
Кадмий. Этот металл дает твердый раствор с оловом (1,1 % при 100 °С). В твердом растворе со свинцом при 100° С содержится максимально 0,7 %, кадмия. Добавление кадмия понижает скорость растекания припоя.
Введение цинка понижает скорость растекания припоя сильнее, чем остальные присадки. В твердом растворе с оловом при 198 °С содержится не более 2 % цинка. В свинце цинк в твердом состоянии не растворяется.
В заключение можно сказать, что добавление в эвтектический оловянно-свинцовый припой висмута, никеля и меди улучшает смачивающую способность припоя. В случае примеси кадмия и цинка смачиваемость припоя, наоборот, ухудшается.
Другие рефераты на тему «Коммуникации, связь и радиоэлектроника»:
Поиск рефератов
Последние рефераты раздела
- Микроконтроллер системы управления
- Разработка алгоритмического и программного обеспечения стандарта IEEE 1500 для тестирования гибкой автоматизированной системы в пакете кристаллов
- Разработка базы данных для информатизации деятельности предприятия малого бизнеса Delphi 7.0
- Разработка детектора высокочастотного излучения
- Разработка микропроцессорного устройства для проверки и диагностики двигателя внутреннего сгорания автомобиля
- Разработка микшерного пульта
- Математические основы теории систем