Одноступенчатые редукторы. Сварные соединения
Основным недостатком червячной передачи является сравнительно низкий КПД. К сопутствующим недостаткам следует отнести значительное склонность к заеданию в зацеплении, необходимость применения для венцов червячных колёс дорогих антифрикционных материалов,. Указанные недостатки ограничивают применение червячных редукторов по мощности (обычно до 80 квт и реже до 300 квт).
Наибольшее
применение червячные редукторы находят в подъёмно-транспортных машинах, в коробках передач станков, в механизмах рулевого управления транспортных средств, т.е. в механизмах периодического действия при относительно низких скоростях.
Устройство одноступенчатых червячных редукторов.
По относительному расположению червяка и червячного колеса различают три основные схемы червячных редукторов: с нижним (рис.1, а), верхним (рис.1, б) и боковым (рис.1, в,г) расположением червяка.

Рис.1. Схемы червячных редукторов
Редукторы общемашиностроительного применения с межосевым расстоянием от 40 до 500 мм изготавливаются обычно двух типов: с червяком под колесом - РЧП и над колесом - РЧН.
Крышку и корпус редукторов обычно изготавливают из серого чугуна или из алюминиевого сплава АЛ-3. Червяк изготавливают из конструкционных марок сталей (сталь 45, сталь 40, сталь 20, сталь20Х) для малонагруженных редукторов и из легированных марок сталей (сталь 40ХН, сталь 34ХН1М, сталь 38ХГН, сталь 5ХНВ) для тяжелонагруженных редукторов. С целью снижения коэффициента трения и предотвращения заедания зацепления червячные колёса изготавливают, как правило, из бронзы БрАЖ9-4Л, БрОФ10-1 и др. Реже их выполняют из чугуна, из антифрикционных алюминиевых сплавов и из пластмасс. При изготовлении колёс диаметром более 150-200 мм в целях экономии из бронзы изготавливают лишь зубчатый венец, а диск колеса из чугуна или углеродистой стали. Основными параметрами червячного редуктора являются: передаточное число, межцетровое расстояние, число витков червяка, модуль зацепления. КПД возрастает с увеличением числа витков червяка и с уменьшением коэффициента трения (или угла трения ).
Цилиндрический редуктор.
Цилиндрические редукторы - большая группа редукторов, характеризующаяся применяемым в них зацеплением - цилиндрическими зубчатыми передачами.
По расстоянию между осями входного и выходного валов бывают соосные и редукторы с параллельными валами. Соосными считаются редукторы с расстоянием между осями входного и выходного валов меньшим, чем межосевое расстояние передач, таким образом, соосными могут быть редукторы с числом ступеней от двух и выше, входной и выходной валы этих редукторов направлены в разные стороны.
По способу установки - на лапах, на фланце или насадное исполнение (редуктор с полым выходным валом).
Преимущества цилиндрических редукторов и построенных на них приводов.
1. Высокий КПД редуктора.
2. Высокая нагрузочная способность. Цилиндрические редукторы соответствующих габаритов способны передавать почти без потерь большую мощность.
3. Низкий люфт выходного вала, вследствие этого кинематическая точность цилиндрических редукторов выше, чем червячных.
4. Низкий нагрев вследствие высокого КПД передач – почти вся энергия не рассеивается, а передаётся от источника к потребителю.
5. Обратимость при любом передаточном числе, иначе говоря, отсутствие самоторможения. У любого цилиндрического редуктора можно провернуть выходной вал.
6. Уверенная работа при неравномерных нагрузках, а так же при частых пусках-остановах. Это свойство диктует целесообразность применения исключительно цилиндрических редукторов в приводах дробилок, измельчителей, шредеров и прочих машин с пульсирующими нагрузками на рабочих органах.
7. Высокая надёжность.
8. Благодаря большой степени вариативности зубчатых передач, имеется возможность подобрать редуктор с наиболее близким к требуемому передаточным отношением.
Недостатки цилиндрических редукторов
1. Низкое передаточное число на одной ступени.
2. Уровень шума. Цилиндрические редукторы - более шумные по сравнению с червячными.
3. Обратимость (отсутствие самоторможения). Это является недостатком в том случае, когда необходимо отсутствие возможности поворота выходного вала внешней нагрузкой.
Применение цилиндрических редукторов
Благодаря всем своим достоинствам цилиндрический редуктор – лидер по распространённости среди редукторов. Цилиндрические редукторы устанавливаются в приводах измельчителей, мешалок, экструдеров, металлорежущих станков, валкового оборудования и т. д., и т. п.
Ограничений к применению нет, кроме специальных случаев, в которых целесообразнее применение других типов редукторов – например, когда требуется угловая компоновка привода, когда необходимо большое передаточное число в сочетании с небольшими габаритами или когда нужно достичь особой плавности хода приводимого механизма.
Из редукторов рассматриваемого типа наиболее распространены горизонтальные (рис. 3). Вертикальный одноступенчатый редуктор показан на рис 4. Выбор горизонтальной или вертикальной схемы для всех типов
редукторов обусловлен удобством общей компоновки привода (относительным расположением двигателя и рабочего вала приводимой в движение машины и т. д.).
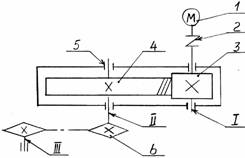
Рис. 2. Кинематическая схема цилиндрического редуктора.
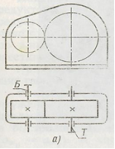
Рисунок 1.1 Одноступенчатый горизонтальный редуктор с цилиндрическими зубчатыми колесами. Кинематическая схема.

Рисунок 1.2 Одноступенчатый вертикальный редуктор с цилиндрическими колесами. Кинематическая схема.
Как горизонтальные, так и вертикальные редукторы могут иметь колеса с прямыми, косыми или шевронными зубьями. Корпуса чаще выполняют литыми чугунными, реже — сварными стальными. При серийном производстве целесообразнее применять литые корпуса. Валы монтируют на подшипниках качения или скольжения. Последние обычно применяют в тяжелых редукторах.
Максимальное передаточное число одноступенчатого цилиндрического редуктора (по ГОСТ 2185—66) Uвых = 12,5. Поэтому практически редукторы с передаточными числами, близкими к максимальным, применяют редко, ограничиваясь и < 6.
2.Сварные соединения
Термины и определения основных понятий в области сварки устанавливает ГОСТ 2601-84 (в ред. 1992 г.). Термины, установленные стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе.
Сварное соединение - неразъемное соединение, выполненное сваркой. Обычно применяется для соединения металлов, их сплавов или термопластов, а также в медицине. Для производства сварки используются различные источники энергии: электрическая дуга, газовое пламя, лазерное излучение, электронный луч, трение, ультразвук. Развитие технологий позволяет в настоящее время осуществлять сварку не только на промышленных предприятиях, но и на открытом воздухе, под водой и даже в космосе. Производство сварочных работ сопряжено с опасностью возгораний, поражений электрическим током, отравлений вредными газами, облучением ультрафиолетовыми лучами и поражением глаз.
Другие рефераты на тему «Производство и технологии»:
- Анализ ассортимента и потребительских свойств швейных машин для изготовления плоских швов
- Государственная система стандартизации. Допуски и посадки шпоночных соединений и резьбы
- Выбор комплекса технических средств автоматизации процесса абсорбции
- Анализ композиционных элементов конструкции одежды. Разработка модельных конструкций женской и мужской одежды по заданному эскизу
- Агрегатно-поточный способ производства напорных железобетонных центрифугированных труб
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды