Получение биметаллических заготовок центробежным способом
Способ нанесения теплоизоляционного слоя на внутреннюю поверхность вращающейся формы, наряду с составом и толщиной теплоизоляционного покрытия, также предопределяет качество литья.
От способа ввода покрытия в изложницу зависит наличие неровностей на поверхности покрытия, а, следовательно, и на поверхности отливки, что ведет к неравномерному теплоотводу от отливки в окружающую среду, появлен
ию неравномерной твердости, а также к повышению припуска на механическую обработку поверхности отливки.
Исследования, проведенные в настоящей работе, по определению качества поверхности теплоизоляционного материала на внутренней поверхности изложницы, заключались в изучении следующих параметров засыпки:
- частота вращения изложницы;
- направление засыпки по отношению к направлению вращения формы;
- длительность вращения формы с покрытием;
- длительность проворачивания пескосыпа с покрытием.
Опыты проводились с использованием вращающейся изложницы с горизонтальной осью вращения диаметром 0,28 м.
Нанесение теплоизоляционного покрытия на внутреннюю поверхность вращающейся изложницы осуществляли с помощью цилиндрического пескосыпа с прорезью по образующей для высыпания смеси.
Оценка состояния поверхности покрытия при различной частоте вращения изложницы приведена в табл. 4.1.
Анализ экспериментальных данных, представленных в табл. 4.1, показывает, что с повышением частоты вращения изложницы волнистость на поверхности покрытия уменьшается вследствие того, что длительность сдвига частиц при взаимодействии с поверхностью изложницы сокращается и при частоте вращения 700 об/мин и выше поверхность покрытия становится ровной.
Таблица 4.1 — Состояние поверхности покрытия при различной частоте вращения изложницы
|
Частота вращения, об/мин |
Гравитационный коэффициент |
Толщина слоя, м |
Состояние поверхности |
|
500 |
39 |
0,002 |
Волнистость (высота 0,001 м) |
|
600 |
56 |
0,002 |
Мелкие волны |
|
700 |
76 |
0,002 |
Ровная поверхность |
|
800 |
100 |
0,002 |
Ровная поверхность |
Направление засыпки по отношению к вращению формы (по ходу или против) также влияет на волнистость поверхности покрытия.
При засыпке песчаного покрытия против хода вращения изложницы, как показали опыты, волнистость увеличивается.
Длительность вращения изложницы с песчаным покрытием толщиной 0,002 м в течение 10, 20 и 30 мин не оказала влияния на состояние поверхности покрытия.
С увеличением длительности проворачивания пескосыпа с покрытием в течение 2, 5, 8 и 10 сек поверхность покрытия становится ровной при времени засыпки 8 сек и более.
Таким образом поверхность теплоизоляционного покрытия становится ровной при соблюдении следующих параметров засыпки:
- частота вращения формы > 700 об/мин;
- направление вращения пескосыпа - по ходу вращения изложницы;
- длительность проворачивания пескосыпа - > 8 сек.
Количество засыпок теплоизоляционного покрытия (к), производимого из пескосыпа на внутреннюю поверхность вращаемой изложницы, рассчитывали исходя из равенства объема покрытия необходимой толщины слоя (8) в изложнице и объема покрытия, подаваемого из пескосыпа с заданным диаметром (рис. 4.2):
Для практического удобства использования полученной формулы приравняем значение R + r&D (D - внутренний диаметр изложницы), тогда выражение 4.2 примет вид:
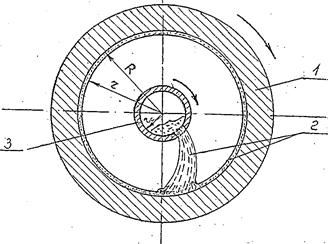
1 - изложница, 2— теплоизоляционное покрытие, 3 - пескосып
Рисунок 4.2 - Схема засыпки теплоизоляционного покрытия на внутреннюю поверхность изложницы
4.3 Совершенствование конструкции заливочного устройства для отливки валков
Заливочное устройство для отливки валков выполняет важную функцию при формировании основных свойств заготовки и, прежде всего, обусловливает скорость заливки металла, температурный режим заливки и характер ввода металла в форму.
При изготовлении полых отливок значительное распространение получила конструкция заливочного устройства с коротким желобом и продольным сливом металла.
Исследования, проведенные в настоящей работе по распределению жидкости во вращающейся форме, показали, что применение подобных устройств сопряжено с рядом недостатков, вызывающих ухудшение качества отливки из-за разбрызгивания металла в месте падения струи. По этой причине происходит усиление окисления металла, местный разогрев формы и вызываемое этим явлением неравномерное охлаждение рабочего слоя валка и как следствие появление неоднородной структуры и различной твердости рабочего слоя на поверхности («пятнистость»).
Наряду с этим продольный слив металла во вращающуюся форму способствует замедлению перемещения металла вдоль формы из-за гашения скорости потока в месте падения струи.
Для исключения этих недостатков в работе предложен боковой слив металла через продольное отверстие в канале заливочной воронки по направлению вращения формы, что способствует плавному вовлечению металла во вращение без разбрызгивания.
Сравнительное исследование металла рабочего слоя валка при различных способах ввода металла во вращающуюся форму показали, что в случае боковой подачи металла твердость рабочего слоя по длине бочки мелющего валка остается практически постоянной в отличие от прямого ввода, при котором в зоне падения металла твердость снижается (табл. 4.2 и рис. 4.3).
Твердость определялась на расстоянии 5 мм от поверхности бочки валка.
Таблица 4.2 — Величина твердости металла рабочего слоя по длине бочки мелющих валков 0 0,25x1,2 м при разных способах ввода металла в форму
|
Способ ввода металла |
Твердость металла по длине бочки валка, HSD, на расстоянии от заливочного конца, м | ||||
|
0,2 |
0,4 |
0,6 |
0,8 |
1,0 | |
|
Продольный |
68 69 68 |
65 65 65 |
64 65 64 |
68 67 68 |
68 67 68 |
|
Боковой |
69 70 69 |
69 69 68 |
68 70 69 |
68 69 70 |
68 68 70 |
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды