Получение биметаллических заготовок центробежным способом
Выплавку чугуна производили в индукционных печах с использованием стандартных отечественных шихтовых материалов.
Графитизирующее модифицирование осуществляли с применением ферросилиция (FeSi 75%).
Замеры температуры перед выпуском из печи и перед заливкой в центробежную машину осуществляли платино-платинородиевыми термопарами.
Содержание элементов в чугуне определяли рентгеноспектра
льным, спектральным и химическим методами.
Выводы по главе 2
- Разработаны расчетные и экспериментальные методы определения интенсивности охлаждения и продолжительности затвердевания рабочего слоя мелющих валков в условиях поля центробежных сил.
- Использованы методы определения прочности сваривания двух металлов - рабочего слоя и сердцевины, позволяющие давать надежную оценку состояния металла в граничной области их соединения.
Использованы различные, в том числе современные методы термографического анализа металла рабочего слоя валка, определения химического состава, структуры металла и др., позволяющие оценить влияние технологических параметров на однородность структуры, глубину рабочего слоя, механические и эксплуатационные свойства валков.
Глава III. ИССЛЕДОВАНИЕ ОСОБЕННОСТЕЙ ФОРМИРОВАНИЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ВАЛКОВ В ПОЛЕ ДЕЙСТВИЯ ЦЕНТРОБЕЖНЫХ СИЛ
3.1 Исследование особенностей процесса затвердевания отливки в массивной изложнице
Значительная часть свойств отливки формируется в процессе затвердевания металла, т.е. перехода его из жидкого состояния в твердое.
На процесс затвердевания отливки оказывают влияние множество факторов, таких как свойства металла и формы, зазор между ними, режим течения металла, интенсивность охлаждения и др.
Учет этих факторов настолько затрудняет общее решение процесса затвердевания, что большинство авторов прибегает к ряду упрощений, например, выделению частных условий литья, когда пренебрегают второстепенными факторами, оставляя решающие из них [43, 45].
В нашем случае наиболее общими признаками классификации литья являются относительные геометрические характеристики системы «отливка-зазор-форма» (рис. 3.1).
Их выбор обусловлен особенностями аккумулирующей способности отдельных элементов этой системы.
Аккумулирующая способность предопределяет то количество теплоты, которую приобретает тело (или потеряет) при изменении его температуры и зависит от массы тела и его теплоемкости.
В работе [43] предлагается при оценке свойств отдельных элементов системы заменить точное значение аккумулирующей способности отливки, зазора и формы их массой, объемом или другими геометрическими характеристиками.
В качестве определяющего размера выделим толщину цилиндрической отливки (рис. 3.2):
Xx=R-r (3.1)
где R- наружный радиус отливки, м;
r- внутренний радиус отливки, м.

Рисунок 3.1 - Схема распределения температур в системе «отливка-форма»
Толщину зазоров обозначим:
Хпок. и Хгаз
где Хпок. - толщина покрытия, м;
Хгаз. - толщина газовой прослойки. Толщина стенки изложницы Х2:
где Rвнешн.изл. - внешний радиус изложницы, м; r внугр.изл. - внутренний радиус изложницы, м.
В нашем случае используется массивный кокиль (Х2 = 0,14 м, масса 11613 н), аккумулирующая способность которого соизмерима с аккумулирующей способностью отливки.
При этом часть выделившегося тепла при затвердевании отливки будет аккумулирована изложницей, а часть потеряна в окружающую среду.
При рассмотрении данной задачи вносится допущение о пренебрежении количеством теплоты, аккумулированной зазором между отливкой и формой, ввиду ее небольшой величины, при обязательном учете аккумулирующей способности изложницы и потерями тепла в окружающую среду.
Особенность теплового взаимодействия системы «отливка-форма» с учетом превалирующего значения аккумулирующей способности отливки и изложницы заключается в том, что окружающей средой в данном случае для отливки является зазор, т.е. отливка отдает тепло в зазор, как в окружающую среду, а форма прогревается теплом от зазора, играющего роль окружающей среды.
В этом случае процесс затвердевания отливки и прогрева изложницы можно рассматривать как два независимых процесса.
Связь между температурными полями отливки и изложницы в этом случае может осуществляться через среднюю калориметрическую температуру системы tk (рис. 3.3).
Значение средней калориметрической температуры (tK) определяется из уравнения теплового баланса, в котором приравнивается количество теплоты, потерянной отливкой при ее охлаждении от температуры заливки (tjM.) до температуры tk и количеством теплоты, приобретенной изложницей при ее нагреве от начальной температуры до температуры tk [43]:
где G1 - масса отливки, н; G2 — масса изложницы, н;
C1 - удельная теплоемкость металла отливки, Дж/кг-°С;
С2 - удельная теплоемкость металла изложницы, Дж/кг-°С
В реальных условиях литья внешняя поверхность изложницы охлаждается водой (или воздухом), теряя с наружной поверхности количество тепла Q0Kp
Потери тепла изложницей в окружающую среду Q0Kp. можно определить из уравнения теплового баланса:
где d3 - коэффициент теплоотдачи в окружающую среду;
t2 - температура внешней поверхности изложницы;
tокр. - температура среды, окружающей изложницу;
С- МИН
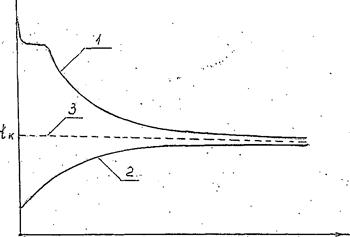
Рисунок 3.2 - Кривые охлаждения отливки - 1 и массивной изложницы - 2, 3 - средняя калориметрическая температура системы F2 - площадь наружной поверхности изложницы, м
Указанная температура используется для оценки затвердевания отливки и прогрева формы.
Для полной оценки теплового состояния отливки и изложницы необходимо знание коэффициента теплоотдачи в зазоре, который находится с учетом термического сопротивления зазора между отливкой и изложницей.
Удельный тепловой поток через зазор составит:
Вт/м2 (3.13)
Это выражение можно представить в преобразованном виде:
Вт/м2 (3.14)
Вт/м2 (3.15)
где - коэффициент теплоотдачи через зазор, Вт/м -°С;
- условный коэффициент теплоотдачи на внешней поверхности отливки, Вт/м2-°С;
- условный коэффициент теплоотдачи на внутренней поверхности изложницы, Вт/(м2-°С).
Значение коэффициента равно /43/:
Представленное выше выражение (3.12) по определению средней калоритмической температуры позволяет оценить тепловое состояние толстостенной отливки, какой в нашем случае является бочка мелющего валка, затвердевание которой осуществляется в массивной изложнице, аккумулирующая способность которой является превалирующей по сравнению с теплоотдачей в окружающую среду.
Указанная способность позволяет с большой достоверностью оценить тепловое состояние отливки с учетом особенностей теплообмена в зазоре между отливкой и изложницей или термического сопротивления зазора, а также коэффициентов теплоотдачи на внешней и внутренней поверхности изложницы.
Другие рефераты на тему «Производство и технологии»:
- Виды колебаний лопаток в авиационных двигателях в рабочих условиях и способы их устранения
- Изучение процесса сварки плавлением. Выбор режима ручной дуговой сварки конструкций из стали
- Анализ качества работы системы автоматического регулирования в переходном и установившемся режимах
- Кожухотрубчатый теплообменный аппарат
- Водород как альтернативный вид топлива
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды