Проектирование технологических процессов изготовления деталей вагонов
Механическая обработка производится шлифовальной машинкой 3УШМ-115-600 (мощность 600 Вт).
Технологические карты представлены в приложении А.
4 Разработка этапов механической обработки
Сверление отверстий в подвеске тормозного башмака выполняется на вертикально-сверлильном станке 2Н135 (Рисунок 4), его характеристики:
- наибольшее расстояние от торца шпинделя до рабочей поверхнос
ти стола – 750 мм;
- вылет шпинделя – 300 мм;
- наибольший ход шпинделя – 250 мм;
- наибольшее вертикальное перемещение сверлильной головки – 170 мм, стола – 300 мм;
- конус Морзе отверстия шпинделя – 4;
- число скоростей шпинделя – 12;
- частота вращения шпинделя – 31-1400 об/мин;
- число подач шпинделя – 9;
- подача шпинделя – 0,1-1,6 мм/об;
- мощность электродвигателя привода главного движения – 4 кВт;
- длина – 1030 мм;
- ширина – 825 мм;
- высота – 2535 мм;
- масса – 1200 кг.

Рисунок 4 – Вертикально-сверлильный станок 2Н135
В подвеске высверливается два сквозных отверстия диаметром по 32 мм каждое. Длина сверления 18мм.
В соответствии со свойствами металла, из которого сделана заготовка, и требуемым диаметром отверстия выбираем сверло спиральное из быстрорежущей стали с коническим нормальным хвостовиком ГОСТ 10903-77 (Рисунок 5).

Рисунок 5 – Спиральное коническое сверло
Нам необходимо сделать отверстие диаметром 32 мм, поэтому сначала необходимо просверлить отверстие диаметром 20 мм, а затем рассверлить его до 32 мм.
Таблица 2 – Параметры свёрел
|
Параметр |
Значение, мм | |
|
Диаметр сверла |
20 |
32 |
|
Длина сверла |
238 |
334 |
|
Длина рабочей части |
140 |
185 |
Для подвески тормозного башмака выбираем нормальную заточку сверла Н (Рисунок 6), материал сверла – Р18, используется для изготовления свёрел для обработки конструкционных сталей с прочностью до 1000 МПа, от которых требуется сохранение режущих свойств при нагревании во время работы до 600 °С. Параметры лезвия сверла: a=11°; Ψ=40°.
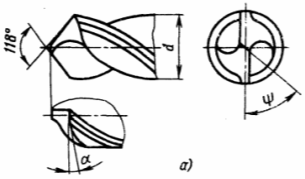
Рисунок 6 – Нормальная заточка сверла
5 Расчет режимов механической обработки
При сверлении глубина резания равна (Рисунок 7), мм:
t = 0,5D, (1)
t = 0,5×32 = 16

Рисунок 7 – Схема резания при сверлении
Так как сталь 45 имеет твердость 200 НВ, то в соответствии с диаметром сверла выбираем подачу 0,5 мм/об.
Скорость резания, м/мин, при сверлении:
υ = (СυDq)/(TmSy)×Kυ , (2)
где коэффициент Сυ=9,8; q=0,40; y=0,5; m=0,20;
T – среднее значение периода стойкости сверла, Т=70 мин;
Kυ – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания:
Kυ= KМυKИυKlυ, (3)
где KМυ – коэффициент на обрабатываемый материал, KМυ=0,8;
KИυ – коэффициент на инструментальный материал, KИυ=0,6;
Klυ – коэффициент, учитывающий глубину сверления, Klυ= 1.
Kυ=0,8×0,6×1=0,48,
υ =(9,8×320,4)/(700,2×0,50,5)×0,48=11,34 м/мин.
Крутящий момент, Н·м, и осевую силу, Н, при сверлении рассчитывают по формулам:
Мкр=10СМDqSyКр; (4)
РО=10СрDqSyКр, (5)
где коэффициент СМ=0,0345; для крутящего момента: q=2,0; y=0,8; коэффициент Ср=68; для осевой силы: q=1,0; y=0,7;
Кр – коэффициент, учитывающий фактические условия обработки, Кр=1;
Мкр=10×0,0345×322×0,50,8×1=203;
РО=10×68×321×0,50,7×1=13395.
Мощность резания, кВт, определяют по формуле:
Ne= Мкрn/9750, (6)
где n – частота вращения сверла, об/мин:
n=1000υ/(πD); (7)
n =1000×11,34/(3,14×32)=113;
Ne= 203×113/9750=2,35.
6 Экономическая часть
В данный момент купить новую или бывшую в эксплуатации подвеску тормозного башмака не представляет особой сложности, так как есть множество организаций занимающихся продажей различных деталей подвижного состава.
Стоимость подвески тормозного башмака может быть от 300 до 550 рублей, в зависимости от года изготовления. Для сравнения - цена ремонта подвески тормозного башмака при деповском ремонте составляет не более 50 рублей.
Себестоимость ремонта подвески тормозного башмака составляет около 300 рублей.
Вывод: изготовление подвески тормозного башмака простое, не требует больших затрат средств и времени. Поэтому в депо организовать не сложно, но так как стоимость оборудования высокая, а объём работы мал, то проще заказывать новую подвеску тормозного башмака на заводе изготовителе.
7 Техника безопасности
Слесарь при работе на всех видах режущих электрических станков обязан:
- не допускать к работе посторонних лиц;
- сообщать мастеру о неисправностях, при которых невозможно продолжение безопасной работы, и не приступать к работе до их устранения;
- перед началом работы необходимо надеть спецодежду, предусмотренную нормами;
- получить от руководителя работ устное или письменное задание, инструктаж о безопасных методах и приемах работы;
- привести в порядок рабочее место, убрав посторонние предметы;
- проверить исправность концевых выключателей, пусковых кнопок, ограждения;
- знать опасные и вредные производственные факторы;
- уметь оказывать первую помощь пострадавшим при несчастных случаях на производстве;
- надежно и прочно крепить режущий инструмент, точно центрировать его;
- обрабатываемые детали, тиски и другие крепежные приспособления прочно и надежно крепить на столе станка специальными крепежными деталями: болтами, соответствующими пазу стола, прижимными планками, упорами и т.д.;
- деталь подводить к кругу постепенно, без рывков и резкого нажима;
- проверить заземление.
Запрещается при работе с электроинструментом:
- работать при снятых ограждениях;
- производить наладку, обслуживание и смазку при включенном двигателе;
- производить чистку и обтирку на ходу, работать при неисправных блокировках.
Отключение цепи управления производить всякий раз при перерывах в работе.
По окончании работы отключить цепи управления, привести в порядок рабочее место, вытереть и смазать трущиеся части , закрыть пусковую аппаратуру.
Заключение
В курсовом проекте изучен технологический процесс изготовления подвески тормозного башмака, определены условия эксплуатации детали, рассмотрен существующий технологический процесс ремонта подвески тормозного башмака, составлен технологический процесс изготовления, выбрано технологическое оборудование и оснастка для механической обработки, в экономической части сделан вывод о целесообразности налаживания производства подвесок тормозного башмака в условиях депо, получены навыки оформления технологических документов, составления алгоритма изготовления детали.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск