Особенности ремонта топливной системы автомобиля КамАЗ
Разборка приборов на сборочные единицы (узлы) и детали
Приборы системы питания снимают с двигателя в определенной последовательности. Например, с двигателя ЯМЗ-238 вначале снимают топливопроводы высокого и низкого давления и сливные трубопроводы от форсунок и насоса высокого давления. Все топливопроводы укладывают в специальный ящик, чтобы сохранить их конфигурацию. Затем снимают насос высо
кого давления, вынимая текстолитовую соединительную шайбу с муфты опережения впрыскивания, и фильтры тонкой и грубой очистки топлива.
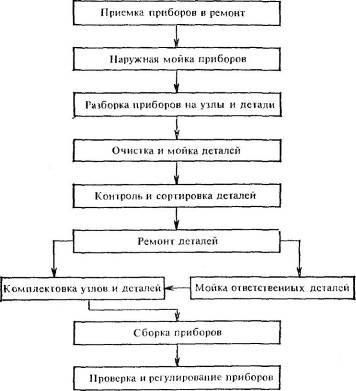
Рис.2. Схема технологического процесса ремонта топливной аппаратуры
Приборы системы питания карбюраторного двигателя снимают примерно в такой же последовательности, начиная с демонтажа подводящих и отводящих топливопроводов и кончая самими приборами.
Снятые с двигателя приборы направляют в цех для ремонта, где их моют в ванне с керосином или в моечной машине, очищают волосяными щетками, продувают сжатым воздухом и разбирают. Для разборки приборов применяют стенды, приспособления и специальный инструмент.
Очистка и мойка деталей
После разборки отдельные детали приборов вновь моют в ванне с керосином, очищают от загрязнений и нагара, продувают сжатым воздухом или вытирают чистыми салфетками, контролируют и сортируют в соответствии с техническим состоянием.
Уровни их износа и пригодности к ремонту или эксплуатации. Детали сортируют на годные к эксплуатации, не подлежащие ремонту и требующие ремонта. Рассортированные детали в зависимости от их состояния отправляют в утиль, на комплектовку или в ремонт. (Комплектовка деталей — это подбор комплекта деталей для одной сборочной единицы, или узла, в целом. Например, нагнетательные секции насоса высокого давления можно скомплектовать по паре плунжер гильза.)
Ремонт деталей приборов системы питания в АТП сводится к работам по их восстановлению, не требующим сложного оборудования. К ним относятся: притирка рабочих поверхностей клапанов и их седел, запорных игл и распылителей форсунок, плунжерных пар; замена потерявших упругость пружин; восстановление целостности трубопроводов, резьб; заделка трещин в корпусах, поплавках и др. При наличии специального оборудования и приспособлений выполняют более сложные ремонтные работы — осталивание или хромирование изношенных поверхностей кулачков, толкателей, поршней насосов. Шейки кулачкового вала ремонтируют вибродуговой наплавкой с последующим шлифованием и доведением до необходимого размера.
Комплектовка деталей, сборка приборов, их проверка и регулирование. После ремонта детали приборов системы питания очищают от следов механической обработки, комплектуют в соответствии с техническими условиями и собирают. Собранные приборы прирабатывают, регулируют и испытывают на стендах, затем устанавливают и регулируют на автомобилях.
Ремонт насосов высокого давления
Снятый с двигателя для ремонта насос высокого давления моют в ванне с керосином, очищают волосяными щетками, протирают, обдувают сжатым воздухом, а затем разбирают. Разборку насоса удобно выполнять на поворотном приспособлении, которое позволяет наклонять и поворачивать насос. Для разборки применяют комплект инструмента мод. 630 (рис. 3).
Основными причинами ремонта топливных насосов являются: износ и повреждение рабочих поверхностей деталей плунжерной пары; износ рабочих поверхностей клапанов и их седел; потеря пружинами упругости; повреждение резьбы в корпусе; трещины в местах креплений деталей и штуцеров; течь в сальниках; износ рабочих поверхностей опорных шеек и кулачков кулачкового вала.
Отдельные сборочные единицы (узлы) топливного насоса разбирают после соответствующей дефектовки, которая определяет необходимость полной разборки и ремонта сборочных единиц (узлов). При дефектовке сборочных единиц (узлов) и деталей насоса в первую очередь выявляют неисправности непрецизионных деталей — корпуса, кулачкового вала и др. Неисправности прецизионных деталей, к которым относятся плунжерные пары, нагнетательные клапаны и их седла, выявляют проверкой на стендах и в приспособлениях.
Сверла для ремонта жиклеров (табл 1)

Рис. 3. Комплект инструментов мод. 630:
1 — металлический футляр, 2, 3, 10 — ключи для разборки муфты автоматического опережения впрыскивания, 4 — ключ для регулирования подачи топлива, 5 — приспособление для разборки толкателя, 7 — динамометрический ключ для штуцеров нагнетательных секций, 8 — съемник нагнетательных клапанов, 9 — ключ для регулирования толкателей насоса
Ремонт непрецизионных деталей считается целесообразным в том случае, если обнаруженные износы и повреждения не слишком серьезны и технологически устранимы. Например, при износе отверстий под гильзу плунжера или под седло нагнетательного клапана, а также при повреждении резьбы под штуцер деталь бракуют. Ремонт непрецизионных деталей выполняют обычными способами.
Трещины на корпусе насоса заделывают эпоксидными пастами — клеевыми материалами на основе эпоксидной смолы и металлического порошка — следующим образом: разделывают трещину по всей ее длине и засверливают концы; обезжиривают поверхность, наносят пасту и сушат ламповыми излучателями. Заваривание трещин на корпусе насоса не рекомендуется, так как нагрев может вызвать деформацию и нарушение соосностей посадочных поверхностей.
Для восстановления размера отверстий в корпусе насоса также используют эпоксидные пасты или ставят втулки. В последнем случае отверстие растачивают до большего диаметра и запрессовывают ремонтную втулку, затем отверстие во втулке растачивают или развертывают до номинального размера.
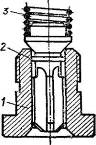
Рис. 4. Нагнетательный клапан: 1 — седло, 2 — разгрузочный поясок, 3— пружина.
Перед расточкой отверстия в каждом случае выставляют корпус по отношению к шпинделю станка на индикаторном приспособлении. Таким образом можно восстанавливать отверстия под опоры кулачкового вала, заменять втулки рейки насоса. При износе отверстий под толкатель их восстанавливают развертыванием под увеличенный размер, при этом базой служит кондукторная втулка, вставленная в отверстие под гильзу плунжера.
При восстановлении поврежденной резьбы М5, Мб и М8 для крепления деталей рекомендуется постановка ввертышей диаметрами соответственно М8, MIO иМ12. Изготовляют их из латуни, а ставят на эпоксидную смолу. Изогнутый кулачковый вал насоса выправляют на гидравлическом прессе, применяя подставку с призмами и индикатор. Изношенные опорные шейки кулачкового вала восстанавливают вибродуговой наплавкой с последующим шлифованием. Риски, задиры или следы неравномерного износа поверхности кулачков устраняют шлифованием на копировально-шлифовальном станке. Шпоночный паз и резьбовые концы вала восстанавливают до номинальных размеров также наплавкой с последующей механической обработкой.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск