Управление качеством на примере корпорации Toyota

Рис. 3.1. Потери на сборочной линии шасси грузовых автомобилей
Рассмотрим пример ручной сборки шасси грузовика на сборочной линии (см. рис. 3.1). Оператор производит много действий, но лишь немногие из них добавляют изделию ценность, которая важна для потребителя. В данном случае выявлено лишь три опер
ации, которые добавляют ценность. Ряд других операций также необходим, хотя они не создают ценности[51].
Например, оператор должен протянуть руку, чтобы взять инструмент. Задача состоит в том, чтобы на операции, которые не добавляют изделию ценность, затрачивалось как можно меньше времени. Для этого инструменты и детали должны подаваться как можно ближе к месту сборки.
Toyota выявила семь основных видов потерь — действий или затрат, не добавляющих ценности при осуществлении производственных и бизнес-процессов, которые перечислены ниже. Эти потери возможны не только на производственной линии, но и при разработке продукта, принятии заказов и в делопроизводстве. Существует и восьмой вид потерь, который можно добавить к списку.
1. Перепроизводство. Производство изделий, на которые не поступало заказа, ведет к избытку запасов и порождает такие потери, как излишек рабочей силы и складских помещений, а также затраты на транспортировку.
2. Ожидание (потери времени). Рабочие, которые наблюдают за работой автоматического оборудования, простаивают в ожидании очередной рабочей операции, инструмента, деталей и т.д. или просто сидят без работы из-за отсутствия деталей, задержек в ходе обработки, простоя оборудования и нехватки мощностей.
3. Лишняя транспортировка или перемещение. Перемещение незавершенного производства на большие расстояния, порождающее неэффективность при транспортировке, а также перемещение материалов, деталей и готовых изделий на склад и со склада.
4. Излишняя обработка. Ненужные операции при обработке деталей. Неэффективная обработка из-за низкого качества инструмента или непродуманного конструктивного решения, которая влечет за собой лишние движения и ведет к появлению дефектов. Потери, вызванные завышенными требованиями к качеству.
5. Избыток запасов. Избыток сырья, незавершенного производства или готовых изделий увеличивает время выполнения заказа, вызывает моральное старение продукции, ведет к повреждению готовых изделий, затратам на транспортировку и хранение, задержкам и проволочкам. Кроме того, избыток запасов мешает выявлению таких проблем, как несбалансированность производства, задержки поставок, дефекты, простои оборудования и длительная переналадка.
6. Лишние движения. Все лишние движения, которые приходится делать сотрудникам в процессе работы: поиски того, что нужно, необходимость тянуться за инструментами, деталями и т.п. или заниматься их укладкой. Сюда же относится ходьба.
7. Дефекты. Производство дефектных деталей и исправление дефектов. Ремонт, переделка, отходы, замена продукции и ее проверка ведут к потере времени и сил.
8. Нереализованный творческий потенциал сотрудников. Потери времени, идей, навыков, возможностей усовершенствования и приобретения опыта из-за невнимательного отношения к сотрудникам, которых вам некогда выслушать.
Тайити Оно считал основным видом потерь перепроизводство, поскольку именно оно порождает большую часть остальных потерь. Если компания на любой стадии производственного процесса изготавливает больше изделий, чем нужно потребителю, это неизбежно ведет к избыточным запасам на последующих стадиях производства: детали лежат и ждут очередного этапа обработки. Приверженцы массового или крупносерийного производства могут спросить: «Ну и в чем проблема? Пусть люди и оборудование делают свое дело, производят детали». Проблема в том, что избыток запасов, которые скапливаются, ожидая следующей стадии обработки, влияет на поведение сотрудника, у которого исчезает стимул к постоянному совершенствованию[52].
Зачем беспокоиться о профилактическом обслуживании оборудования, если его простой не приводит к нарушению процесса сборки? Зачем переживать из-за небольших отклонений качества, если дефектные детали отправляются в общую кучу? А когда дефектная деталь наконец поступит на следующую операцию, где рабочий попытается использовать ее при сборке, обнаружится, что негодные детали производятся уже несколько недель, но об этом никто не знал, ведь они дожидаются своего часа уже давным-давно.
На рис. 3.2 эти потери представлены на простой координате времени для процесса литья, механообработки и сборки. При традиционном технологическом цикле большая часть времени, затраченного на обработку материала, представляет собой потери.
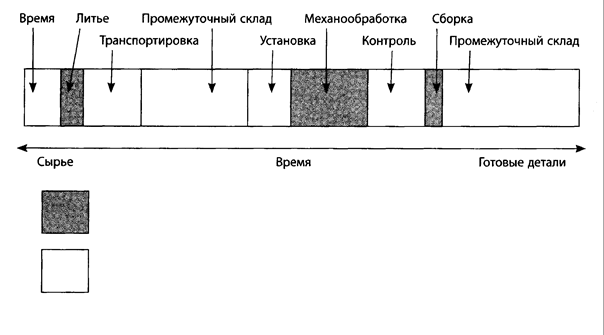
Рис. 3.2. Потери при создании добавленной ценности
С точки зрения бережливого производства сначала следует составить карту потока создания ценности в соответствии с траекторией перемещения материала в ходе интересующего процесса. При составлении схемы такого перемещения получают схему, которая называется «диаграммой спагетти». Даже те, кто большую часть жизни проработал на производстве, поражаются полученным результатам. На рис. 3.2 видно, что мы растягиваем очень простые процессы обработки изделия до такой степени, что выявление операций, добавляющих ценность, становится непростым делом.
Можно показать поразительный пример, подтверждающий вышеописанное. Участники одного из семинаров — инженеры и менеджеры — уверяли, что их компании бережливое производство ничего не даст, слишком уж прост процесс. Рулонная сталь нарезается на куски, в них пробиваются отверстия, после чего заготовки проходят термообработку и укладываются в коробки. Заготовки обрабатываются на станках-автоматах со скоростью сотни гаек в минуту.
Когда проследили за потоком создания ценности (а значит, и за операциями, в ходе которых не создавалась добавленная ценность), стало понятно, что заявление сотрудников компании звучит просто смехотворно. Начали с площадки приема грузов, и каждый раз, когда казалось, что процесс уже завершен, приходилось вновь обходить весь завод, чтобы добраться туда, где проходила очередная стадия обработки. В какой-то момент гайки на несколько недель увозили с завода для термообработки, поскольку по подсчетам руководства заключить контракт на эту работу было выгоднее, чем обрабатывать гайки самостоятельно. В конце концов, оказалось, что процесс изготовления гаек затягивается на недели, а то и на месяцы. При этом большинство технологических операций занимает несколько секунд, за исключением термообработки, которая проводится в течение нескольких часов. После подсчета доли времени, которое затрачивается на создание добавленной ценности, для разных видов продукции получили показатели от 0,008% до 2-3%. При этом оборудование часто простаивало, станки работали вхолостую, а вокруг громоздились залежи заготовок. Какой-то сообразительный менеджер решил, что заключить контракт на техническое обслуживание с другим предприятием дешевле, чем нанимать людей на полный рабочий день. Таким образом, когда станок ломался, починить его часто было некому, не говоря уже о профилактическом обслуживании. В результате ради эффективности на одном участке поток создания ценности замедлялся и растягивался из-за незавершенного производства, запасов готовых изделий и времени, затраченного на выявление проблем (дефектов), снижающих качество. В итоге предприятию не хватало гибкости для удовлетворения изменяющихся требований потребителя[53].