Методы оценки температурного состояния

Рис.5.2. Поле средних температурных напряжений в оправке в начале процесса прошивки при еще не установившемся режиме термоциклического нагружения.
На рис.5.2 показано поле средних температурных напряжений в процессе прошивки. Как видно из рисунка, в приповерхностных слоях оправки (точки 2 и 5) при максимальной температур
е возникают напряжения со знаком "минус" и соответственно деформации сжатия. Это является типичным сочетанием температурного и силового циклов. В центре оправки при этом наблюдаются деформации растяжения. Деформация растяжения в приповерхностных слоях (напряжения со знаком "плюс") осуществляется при минимальной температуре цикла. Точка в носке оправки (точка 3) близка к приповерхностным слоям, поэтому характер изменения температурных напряжений в этой точке схож с предыдущими точками. Абсолютное значение средних температурных напряжений наибольшее на тех участках оправки, которые имеют наибольший диаметр: минимальное - в носке оправки, максимальное - в месте перехода конического участка в цилиндрический. Изолинии с нулевыми значениями температурных напряжений со временем перемещаются к оси оправки. Поскольку термические напряжения связаны с градиентом температур, то поле напряжений следует за полем температур. В слоях со средними по сечению температурами напряжения будут близки к нулевым значениям.
Возникающие напряжения можно разделить на радиальные, тангенциальные и продольные, но в данной работе это не рассматривается, и считаются средние напряжения.
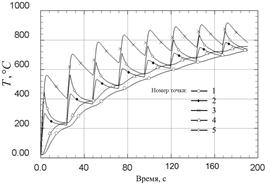
Рис.5.3. График изменения температур в контрольных точках при работе оправки в циклическом режиме нагрев - охлаждение на воздухе.
На рис.5.3 показаны графики изменения температур в контрольных точках. Расположение этих точек по сечению оправки отмечено на рис.5.1. При охлаждении на воздухе коэффициент теплопередачи принят равным ![]() , что является несколько завышенным значением. График имеет характерную "пилообразную" форму. Изменения температуры в разных точках происходит не одинаково. Носок оправки (точка 3) нагревается быстрее и до более высоких температур (
, что является несколько завышенным значением. График имеет характерную "пилообразную" форму. Изменения температуры в разных точках происходит не одинаково. Носок оправки (точка 3) нагревается быстрее и до более высоких температур (![]() в первом цикле и
в первом цикле и ![]() - при приближении к установившемуся режиму). В точке 4, расположенной в приповерхностном слое температура достигает значения
- при приближении к установившемуся режиму). В точке 4, расположенной в приповерхностном слое температура достигает значения ![]() в первом цикле и
в первом цикле и ![]() - при приближении к установившемуся режиму. Наименьшие значения температур наблюдаются в точке 1 (
- при приближении к установившемуся режиму. Наименьшие значения температур наблюдаются в точке 1 (![]() в первом цикле и
в первом цикле и ![]() - при приближении к установившемуся режиму). Вследствие теплоинерционных свойств материала температуры на внутренних слоях оправки продолжают расти и в процессе охлаждения.
- при приближении к установившемуся режиму). Вследствие теплоинерционных свойств материала температуры на внутренних слоях оправки продолжают расти и в процессе охлаждения.
Следует отметить, что по прошествии восьми циклов режим все еще является неустановившемся. Для определения точного количества циклов до наступления установившегося режима было бы целесообразно произвести расчет для большего количества циклов. По материалам работы [4] установившийся режим наступает по прошествии 16 циклов.
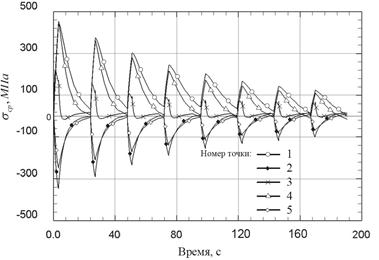
Рис.5.4. График изменения средних температурных напряжений в контрольных точках при работе оправки в циклическом режиме нагрев - охлаждение на воздухе.
Как видно из рис.5.4, термические напряжения при прошивке не остаются постоянными и уменьшаются вследствие прогрева оправки (уменьшения градиента температуры) и релаксации. Наиболее существенное уменьшение напряжений в первом цикле, что естественно, поскольку в этот период действует полная разность температур цикла. В условиях жесткого нагружения в материале создаются остаточные напряжения другого знака. Во втором и последующих циклах часть температурной разности расходуется на снятие этих остаточных напряжений, поэтому возникающие напряжения меньше, чем в первом цикле. В каждом цикле напряжения стремятся к нулю к концу цикла в процессе охлаждения.
Напряжения в 512 МПа, возникающие в оправке в течение первого цикла работы при ее разогреве, учитывая механические свойства применяемого сплава (![]() ), следует считать опасными (см. рис.5.2). Предел текучести зависит от вида термообработки материала. Указанное табличное значение предела текучести для исследуемого материала является минимальным.
), следует считать опасными (см. рис.5.2). Предел текучести зависит от вида термообработки материала. Указанное табличное значение предела текучести для исследуемого материала является минимальным.
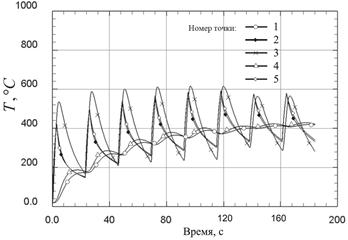
Рис.5.5. График изменения температур в контрольных точках при работе оправки в циклическом режиме нагрев - охлаждение в воде.
При работе оправки в режиме нагрев - охлаждение в воде за счет более высокого коэффициента теплопередачи ![]() происходит более интенсивная отдача тепла во время охлаждения. Как видно из рис.5.5, уровень температур в оправке при работе в этом режиме ниже. Амплитуда колебаний температур при этом оказывается выше. На практике такой режим встречается очень часто.
происходит более интенсивная отдача тепла во время охлаждения. Как видно из рис.5.5, уровень температур в оправке при работе в этом режиме ниже. Амплитуда колебаний температур при этом оказывается выше. На практике такой режим встречается очень часто.
Преимущество такого режима работы в том, что температуры не достигают слишком больших значении на протяжении всего времени работы оправки.
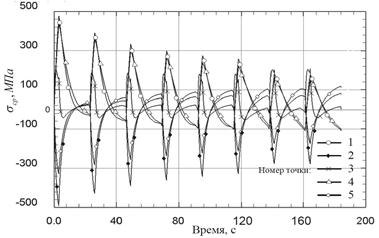
Рис.5.6. График изменения средних температурных напряжений в контрольных точках при циклическом режиме работы нагрев - охлаждение в воде.
Как видно из рис.5.6, в случае режима работы с охлаждением оправки в воде амплитуда знакопеременных колебаний средних напряжений будет значительно выше, чем при режиме с охлаждением на воздухе. Это связано с более резкими перепадами температур. Как и в случае режима с охлаждением на воздухе напряжения сначала стремятся к нулю, но затем меняют знак к концу цикла и начинают возрастать.
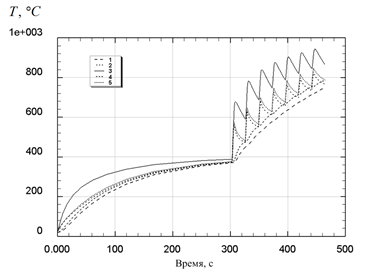
Рис.5.7. График изменения температур в контрольных точках при предварительном подогреве оправки в течение 300 с и последующей работе оправки в циклическом режиме нагрев - охлаждение на воздухе.
На рис.5.7 показан график изменения температур в оправке в режиме работы с предварительным подогревом оправки перед первой прошивкой. Как видно из рисунка, за 300 с нагрева с небольшим коэффициентом теплопередачи ![]() практически все слои достигают температур
практически все слои достигают температур ![]() . При вводе оправки в работу перепад температур уже является не таким резким, как в случае, отображенном на рис.5.4. Это благоприятно отражается на величинах средних термических напряжений, возникающих в оправке (они снижаются).
. При вводе оправки в работу перепад температур уже является не таким резким, как в случае, отображенном на рис.5.4. Это благоприятно отражается на величинах средних термических напряжений, возникающих в оправке (они снижаются).
Другие рефераты на тему «Физика и энергетика»:
Поиск рефератов
Последние рефераты раздела
- Автоматизированные поверочные установки для расходомеров и счетчиков жидкостей
- Энергосберегающая технология применения уранина в котельных
- Проливная установка заводской метрологической лаборатории
- Источники радиации
- Исследование особенностей граничного трения ротационным вискозиметром
- Исследование вольт-фарадных характеристик многослойных структур на кремниевой подложке
- Емкость резкого p-n перехода