Лучевые методы обработки материалов
Испарение материалов
Испарение (точнее, испарительное осаждение) в вакууме является важным способом получения тонких пленок.
Использование электронных пучков в процессах, связанных с испарением материалов, обусловлено особенностями распределения потоков энергии при нагреве этого материала. При электронно-лучевом испарении испаряемая поверхность непосредственно нагревается бомбард
ирующими ее электронами. Такой способ подвода энергии дает электронно-лучевому испарению ряд преимуществ по сравнению с традиционными.
Другим стимулом внедрения электронно-лучевого испарения является возможность, управляя электронным пучком во времени и пространстве, управлять тем самым и потоком энергии в испаряемое вещество и воздействовать на скорость испарения и распределение плотности потоков пара.
Испарительное осаждение - это процесс вакуумного нанесения покрытий, при котором между испарителем и подложкой создается направленный поток пара.
Принцип электронно-лучевого испарения пояснен на рис. 2.1.
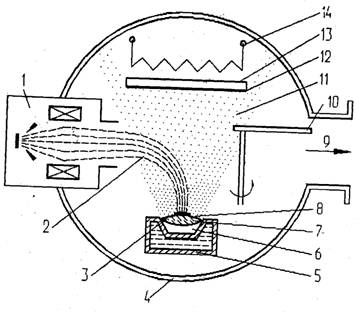
Рис. 2.1 - Принцип электронно-лучевого испарения материалов: 1 - электронная пушка; 2 - электронный пучок; 3 - поверхность, бомбардируемая пучком; 4 - кожух технологической камеры; 5 - водоохлаждаемый тигель; 6 - испаряемый материал; 7 - расплавленная часть материала; 8 - поверхность испарения; 9 - откачка вакуума; 10 - диафрагма испарителя; 11 -поток пара; 12 - напыляемый слой; 13 - подложка; 14 - подогреватель подложки
В основных чертах установка для электронно-лучевого испарения состоит из технологической камеры с системой откачки, тигля с испаряемым материалом, электронной пушки, заслонки для пара и подложки с приспособлениями для её крепления, а иногда – нагрева.
Для того чтобы электронный пучок в поток пара распространялись в технологической камере беспрепятственно, давление в ней должно поддерживаться достаточно малым.
Нанесение покрытий из сплавов требует обеспечение одинакового соотношения компонентов сплава как по всей поверхности подложки, так и по толщине слоя. Слои из сплавов напыляют двумя методами: многотигельного испарения или однотигельного испарения.
При многотигельном испарении компоненты испаряются порознь, каждый из своего тигля, а конденсируются на подложке совместно. При однотигельном испарении поток пара создается и конденсируется, имея тот состав, который требуется для покрытия. Вариантом однотигельного испарения является процесс, аналогичный фракционной возгонке, когда из тигля с большим количеством расплавленного вещества его испаряют покомпонентно, изменяя мощность подогрева по определенному графику.
Испарение соединений сопровождается частичной или полной их диссоциацией, и получить из таких соединений простым испарением тонкие пленки заданного состава невозможно. Однако для ряда соединений. таких, как хлориды, сульфиды, селениды, теллуриды, а также полимеры, благодаря малой степени диссоциации или вследствие рекомбинации компонентов при конденсации, возможность теоретического напыления все же существует.
Промышленное применение электронно-лучевого испарения, благодаря его преимуществам, существенно потеснило традиционные способы испарения и открыло новые возможности.
Электронно-лучевая плавка металлов
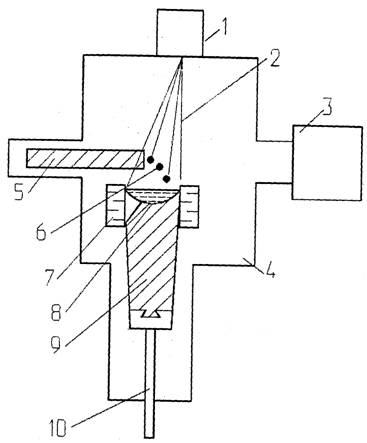
Рис. 2.2 - Принцип электронно-лучевого переплава: 1 - электронная пушка; 2 - электронный пучок, направляемый на расплавляемый штабик 5 и ванну расплавленного металла 7; 3 - откачка вакуума; 4 - плавильная камера; 6 - капли переплавляемого металла; 8 - выплавляемый слиток; 9 - водоохлахдаемый кристаллизатор; 10 - устройство вытяжки слитка; 11 - смотровые окна
Электронно-лучевая плавка является весьма удобным способом получения слитков тугоплавких и химически высокоактивных металлов. Здесь используются такие особенности электронно-лучевой плавки, как высокая удельная поверхностная мощность в рабочем пятне пучка и наличие вакуума, препятствующего поглощению газов в ходе плавки. Областью применения электронно-лучевого переплава является производство особо чистых сталей и выплавка слитков и фасонных отливок из химически активных и тугоплавких металлов.
Процесс плавки изображен на рис. 2.2, где показано взаимное расположение электронной пушки, переплавляемой заготовки и кристаллизатора. Часть модности пучка расходуется для нагрева переплавляемого металла на торце заготовки до температуры плавления. Расплавляясь, материал в виде капель перетекает в ванну расплава в кристаллизаторе. Скорость плавки пропорциональна мощности пучка, приходящейся на расплавляемую заготовку. Другая часть мощностипучка подводятся в кристаллизатор. Она должна быть достаточной для того, чтобы материал в ванне находился в расплавленном состоянии вплоть до стенки кристаллизатора. Это дает возможность получать слитки с гладкой боковой поверхностью. Если кроме формирования такого слитка требуется проводить еще и рафинирование расплава, то мощность, подводимую в кристаллизатор, следует увеличить.
Электронно-лучевая плавка может сочетаться с литьем. Для этого необходимым элементом является литейный тигель, в котором материал расплавляют и поддерживают жидким в достаточном количестве. Литейный тигель может быть футерованным илимедным водоохлаждаемым. Керамическая футеровка тиглей и изложниц допустима только тогда, когда реакции материала футеровки с расплавом не происходят или когда они не наносят вреда качеству продукта.
Перспективы развития электронно-лучевой плавки обусловлены потребностями ядерной, аэрокосмической техники, электроники и химической технологии в особо чистых материалах, сохраняющих прочностные свойства при высоких температурах или обладающих высокой химической стойкостью.
В настоящее время в мире насчитывается несколько сотен электронно-лучевых плавильных установок, работающих в промышленности.
Электронно-лучевая плавка занимает прочные позиции в производстве слитков из ниобия и тантала. В металлургии титана и других высокоактивных и тугоплавких металлов, а также кремния, повышается значение электронно-лучевой плавки как способа переработки возвратных отходов производства.
Электронно-лучевая сварка
При электронно-лучевой сварке кинетическая энергия электронов пучка используется для того, чтобы расплавить жестко ограниченные участки примыкающих друг к другу деталей с тем, чтобы расплав, застывая, соединил детали. Положительной стороной электронно-лучевого способа сварки является возможность создания относительно высокой удельной поверхностной мощности в пятне пучка при достаточно высоких значениях мощности всего пучка. Ввиду того, что процесс электронно-лучевой сварки ведется в вакууме, этим способом можно сваривать детали из химически активных металлов.
Электронно-лучевая сварка позволяет получать сварные соединения с отношением глубины шва к его ширине, намного большим единицы, чего невозможно добиться другими способами сварки плавлением.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды