Панель обшивки внутреннего закрылка
При изготовлении детали из ПКМ на связующем УП-2227 не допускаются сквозные трещины и механические повреждения с видимым повреждением волокон наполнителя. На деталях и подсборках из ПКМ и на сотовом отсеке допускаются такие отклонения как:
- наплывы связующего с последующей зачисткой;
- расслоения; отпечатки заклепок и стыков с поверхности оснастки, стыков и нахлестов в формирующих элем
ентах цулаг, дренажных и адгезионных слоев;
- царапины на поверхности детали;
- частичное незаполнение связующим поверхностного слоя в виде разнотонности поверхности; видимые включения смолы, наплывы связующего, высотой не более 10% от теоретической толщины;
- видимые включения волокон и кусочков препрега; выкрашивание отдельных волокон;
- коробление обшивок, устраняемое равномерно приложенным давлением не более 0,2x105 Па (0,2 кгс/см2) ± 1%;
- складки на деталях в местах радиусов скругления по всей длине дуги радиуса;
- поднятие обшивки в углах, устраняемое нажатием руки;
- разнотонность деталей;
- непроклеи обшивок с сотовым заполнителем.
Применение деталей с данными отклонениями оформляются документацией, действующей на заводе изготовителе, и согласовывается с разработчиком и независимой инспекцией.
На подсборки закрылка, выходящие на наружную поверхность должны быть составлены этикетки по ГОСТ 27693-88.
Этикетки и эскиз закрылка, с указанием расположения сотового отсека, приложить к паспорту на агрегат. К этикеткам приложить оформленные карты состояния обшивок и сотового отсека, которые должны содержать:
- эскиз подсборки;
- общую площадь подсборки;
- фактическую толщину обшивки;
- координаты зон ступенчатого перехода толщин обшивок;
- марку материала обшивок (наполнителя и связующего);
- размер стороны ячейки и материал сотового заполнителя;
- размеры и координаты всех выявленных отклонений и отремонтированных участков с указанием документа, допускающего деталь в эксплуатацию;
- номер машины, на которую установлена подсборка.
1.3. Разработка технологических условий на изделие из КМ.
Материалы и полуфабрикаты, применяемые при изготовлении закрылка, должны быть подвергнуты входному контролю в соответствии с требованиями ГОСТа и технической документации, действующей на предприятии изготовителе. Форма и качество обводов закрылка должны соответствовать 74.00.0000.001. – ТУ. Основными нормативными документами на изготовление неметаллических частей закрылка являются:
- на изготовление обшивок и лонжеронов из сочетания ЭЛУР-ПА;
- на связующем УП-2227;
- на изготовление системы молниезащиты;
- окраска деталей из ПКМ;
- на механообработку сотового заполнителя и деталей из ПКМ;
- на склеивание деталей;
- на заделку торцов сот полимерными заполнителями;
- на контроль качества склеиваемых деталей из ПКМ;
- контроль неразрушающий неразъемных соединений конструкций из ПКМ.
При установке агрегатов на изделие должны быть смазаны смазкой «Эра» сферические вкладыши шарнирных подшипников, трущиеся поверхности втулок и болтов в подвижных и неподвижных шарнирных соединениях. Консервирующая смазка с подшипников должна быть удалена перед сборкой.
Масса закрылка – 121,660 ± 1 кг. На металлических деталях не допускаются трещины, забоины, вмятины, заусенцы, нарушения покрытия, следы коррозии и другие дефекты.
При закреплении заклепками деталей из полимерных композиционных материалов не допускается непосредственный контакт замыкающих головок заклепок к деталям из ПКМ. При сборке детали должны устанавливаться без напряжения, обеспечивая прилегание сопрягаемых поверхностей усилием от руки. При этом допускается местный зазор до 0,2 мм. При установке прокладок, указанных в чертежах, произвести их подгонку по месту с зазором не более 0,2 мм с последующим покрытием по чертежу. Сборку закрылка производить в стапеле, обеспечивающем жесткую фиксацию всех узлов и правильное выполнение обводов в соответствии с 74.05.0000.01. – ТУ. Смещение осей лонжеронов, торцевых нервюр и диафрагм от положения заданного чертежом 74.05.3901.300. – допускается до ± 1 мм, при условии сохранения точности обводов по 74.05.0000.01. – ТУ. Агрегат должен быть взаимозаменяемым на всех сериях основного изделия согласно перечню взаимозаменяемых узлов и агрегатов.
1. Выклейку изготавливать от теоретического контура. Выклейку изготавливать на связующем автоклавным методом.
2. Систему молниезащиты изготавливать по конструкции (теоретическому контуру), с точностью расположения медных прокладок ±15 мм.
3. * - размеры для справок.
4. Предельные отклонения размеров, полученных механообработкой после формования по ОСТ.
5. Пайку производить по ПИ. Припуск для вырезки образцов – свидетелей допускается располагать в других зонах, имеющих ту же укладку препрегов. При этом ориентировка образцов – свидетелей относительно направления укладки препрегов должна быть сохранена.
6. Произвести контрольные испытания образцов - свидетелей, вырезанных из технологического припуска, на растяжение (5 шт.) и на сжатие (5 шт.).
7. Технический припуск для вырезки образцов – свидетелей изготавливать без сетки молниезащиты и клеевой пленки ВК – 36.
2. Выбор и обоснование технологической схемы производства изделия.
2.1. Выбор метода придания формы изделия.
Наиболее простым способом по аппаратурно-техническому оформлению является выкладка, которая применяется для изготовления малонагруженных изделий различных габаритов и конфигураций. Процесс выкладки в большинстве случаев осуществляется вручную, особенно при получении деталей со сложной поверхностью. Он состоит из следующих основных операций (рис.4):
а) подготовка формы для выкладки 1 - удаление загрязнений, остатков отвержденного связующего, ремонт поверхностных дефектов;
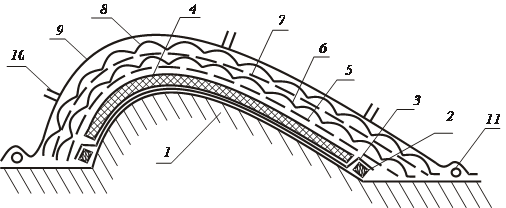
Рис.4. Структура технологического пакета при выкладке:
1 – форма; 2 - ограничитель; 3 – антиадгезионный слой; 4- формуемое изделие; 5 - разделительная перфорированная пленка; 6 – впитывающий слой; 7 – цулага; 8 – дренажный слой; 9 - вакуумный мешок; 10 – клапан вакуумной системы; 11 – герметизирующий слой.
б) нанесение на поверхность формы разделительного антиадгезионного слоя 3;
в) послойная упорядоченная укладка заранее раскроенного и расшлихтованного наполнителя в виде тканей, лент или ровинга на поверхность формы с нанесением и пропиткой связующим каждого слоя 4 и прикаткой нежестким валиком с целью уплотнения пакета и удаления воздушных включений;
г) формирование технологического пакета, заключающееся в последовательной укладке следующих слоев:
- перфорированная разделительная пленка 5,
- впитывающий слой из ткани объемного плетения 6,
- перфорированная цулага 7,
- дренажный слой 8;
д) на последнем этапе на технологический пакет устанавливается вакуумный мешок 9 (если последующее формование предполагает создание избыточного давления на формуемое изделие) и герметизируется жгутом 11.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды