Панель обшивки внутреннего закрылка
Температурный режим обеспечивает необходимые условия для полимеризации связующего. Повышенное давление необходимо для плотной укладки слоев армирующего материала, удаления излишков связующего и для более прочного сцепления связующего с арматурой.
К основным технологическим параметрам относятся: давление, температура, скорость их изменения по времени и степень отверждения.
Конкретной к
омбинации связующего и арматуры будут соответствовать свои параметры. В процессе производства их величину необходимо строго выдерживать.
Классификация способов формования.
В настоящее время существует много различных способов формования изделий из ПКМ. Это объясняется разнообразием свойств исходных компонентов композитов, а также различными требованиями к прочности и другим параметрам изделий.
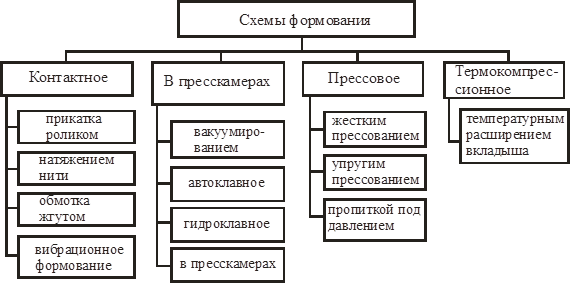
Рис.5. Классификация схем формования.
Для получения нашей детали мы выбрали пневмо-гидрокомпресснонные методы формования, а именно автоклавное формование.
Пневмо-гидрокомпрессионное формование объединяет группу методов, в которых рабочей средой, осуществляющей давление на поверхность препрега, является газ или жидкость. Другими характерными признаками являются наличие эластичной герметичной диафрагмы и создание вакуума под диафрагмой со стороны препрега.
Автоклавное формование - формуемое изделие помещают в специальное оборудование - автоклав, где создается избыточное давление.

Рис.6. Формирование в автоклаве:
1 – форма; 2 – препрег; 3 – эластичная мембрана; 4 – уплотнители;
5 – тележка; 6 – рельсы; 7 – корпус автоклава; 8 – крышка.
Автоклав (рис.6.) представляет собой герметичную емкость в виде прочного, цилиндрической формы корпуса 7 с открывающейся крышкой 8.
В автоклаве может создаваться избыточное давление до 15 атмосфер и температура до 300°С. Давление создается или с помощью насосов, или за счет испарения жидкого азота; температура - с помощью электрических нагревательных элементов или аэродинамическим нагревом специально спрофилированных мощных вентиляторов.
Автоклавы имеют числовые системы управления, позволяющие изменять и поддерживать давление и температуру в соответствии с заданным законом. Типовые автоклавы для авиационного производства имеют диаметр до 3 метров и длину 10-12 метров. Наибольший по размерам автоклав (производство Фирмы Scholz (ФРГ)) установлен на УАПК. Его диаметр около 6 метров, а длина рабочей камеры 21 метр.
Автоклав является универсальным оборудованием. Он позволяет осуществлять формование изделий различного конструктивного исполнения, в том числе больших размеров и сложной конфигурации. При этом давление на любой части поверхности изделия одинаково.
К недостаткам следует отнести большую стоимость автоклава и большие энергетические затраты в пересчете на одну деталь. Особенно в случае, если загрузка объема автоклава неполная. Кроме того, автоклав является взрывоопасным объектом. Мощность взрыва пропорциональна объему и давлению в емкости.
Тем не менее, автоклавное формование является наиболее распространенным в авиационной промышленности.
2.3. Составление номенклатуры оснастки для придания формы и процесса формования.
Для обеспечения необходимой геометрии детали из полимерного композиционного материала и условий формования к материалам для изготовления формообразующей металлической оснастки предъявляют следующие требования:
- легкость механической обработки;
- низкая стоимость и недефецитность;
- хорошая свариваемость.
1. Выклеечная оснастка.
2. Автоклав.
3. Вакуумная трубка.
4. Вакуумный чехол.
2.4. Выбор необходимого оборудования.
Необходимо использовать такие средства индивидуальной защиты, как х/б халаты, косынки, тапочки, х/б перчатки, фартуки и полиэтиленовые нарукавники.
Пресс гидравлический должен быть снабжен системой регулирования и контроля температуры, давления и времени выдержки. Разъем съемных пресс-форм должен быть механизирован.
Автоклав. Герметичность соединения крышки с корпусом обеспечивается с помощью затвора. Затвор должен быть герметичным и надежным, он должен позволять многократно, быстро и безопасно открывать крышку. Обычно автоклавы снабжают механизмом для поворота и открывания в паре с электродвигателем. Должно быть предусмотрено блокирующее устройство с целью исключения впуска пара в аппарат при незакрытой крышке, также для исключения открывания крышки при давлении в аппарате.
Станки для раскроя препрега для получения пакетов заготовок деталей. На станках должны быть надежно закреплены формы и оправки для намотки и выкладки. Конструкция вакуумной системы станка выкладки должна исключать засорение всасывающих концов вакуумных трубок, попадание масла от насосов в секции вакуумного стола. Должно быть исключено повреждение электропневматического и гидрошлангов.
2.5. Схема увязки оснастки.
Обеспечение заданной точности обводообразующего элемента конструкции требует: применения единой системы базовых плоскостей и осей для координации положения всех взаимосвязанных элементов и оснастки в процессе их изготовления и сборки; применения единых способов базирования всей технологической цепочки.

2.6. Расчет ожидаемой точности изготовления.
Расчет ожидаемой точности сводится к прогнозированию погрешности, которая возникает в результате изготовления изделия. В процессе расчета определяем разницу между Т.К. и Д.К. Разница – погрешность, которая характеризует ожидаемую точность. Т.К. – это номинальный размер, задается мат. моделью агрегата, Д.К. – то, что получилось в результате нашей работы. Оценка погрешности изделия осуществляется на основе знаний о техпроцессе изготовления конструкции.
Погрешность изготовления обшивки.
При оценке погрешности изготовления обшивки δо все обшивочные детали удобно разделить на три типа, отличающиеся конструктивным исполнением и жесткостью:
- обшивки малой толщины с линейчатой поверхностью (цилиндрической или конической формы), которая разворачивается на плоскость;
- обшивки малой толщины, представляющие собой оболочки сложной формы (но разворачивающиеся на плоскость);
- обшивки в виде монолитных панелей.
1. Обшивочные детали первой группы, как правило, могут быть прижаты к обводообразующим элементам приспособления практически без зазора (рис.7), поэтому под погрешностью изготовления обшивки здесь следует понимать только допуск на изготовление листа при прокате его на металлургическом заводе. Для тонкой обшивки с линейчатой образующей:
|
δо = [δлиста] ≈ ± 0,15 мм. |
|

Другие рефераты на тему «Производство и технологии»:
- Основы теории живучести
- Затвердевание сплавов. Строение жидкого металла. Термодинамические стимулы и кинетические возможности процесса затвердевания. Влияние переохлаждения и примесей на процесс кристаллизации
- Проектирование зубчатого механизма
- Разработка робототехнического комплекса токарной обработки
- Обжиг цинковых концентратов
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды