Изготовление фальшборта судна
Если напряжения возникают в результате закрепления свариваемого элемента какими-либо внешними связями и исчезают после удаления этих связей, то они называются реактивными. Наконец, напряжения могут быть продольные, направленные параллельно оси сварного шва, и поперечные, направленные перпендикулярно оси шва.
Сварочные деформации возникают от неравномерного нагрева изделия в процессе сварки
и частично остаются в нем в результате усадки при остывании сварного шва и разгретого основного металла. Деформации могут быть местные, в виде отдельных выпучин или искривлений, и общие, когда все изделие в целом (например, балка) получает искривление или укорочение. Наличие значительных деформаций может существенно уменьшить несущую способность конструкции или сделать ее непригодной 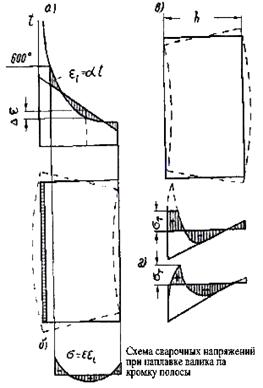 для эксплуатации, и поэтому они недопустимы.
для эксплуатации, и поэтому они недопустимы.
Сварочные деформации и напряжения получаются оттого, что свободным деформациям фибр нагреваемого элемента мешает слитность детали в целом. Так, например, при наложении на кромку полосы валика наплавленного металла температурные удлинения отдельных фибр полосы, если предполагать их свободными, должны меняться по криволинейному закону изменения температуры в полосе (рис. А). В действительности же деформации слитной полосы следуют прямолинейному закону изгиба. Разность между свободными и фактическими деформациями погашается возникающими от этой разности температурными напряжениями (рис. Б).
В зоне с температурой более 600o температурные напряжения отсутствуют, поскольку здесь металл находится в пластическом состоянии. При этом более нагретые фибры получают от соседних, с ними связанных и менее нагретых фибр сжимающие воздействия, препятствующие развитию деформаций более нагретых фибр. В результате зона металла, разогретая до температуры выше 600o, получает усадку в виде остаточных деформаций.
Температурные напряжения являются уравновешенными. Этим условием (т.е. равенством нулю суммы напряжений и суммы моментов эпюры температурных напряжений) определяется положение прямой линейных деформаций изгиба полосы, характеризующей кривизну изгиба.
При остывании кривая свободных температурных деформаций падает и изменяется по форме, выравнивается, так как более нагретые области остывают быстрее; остывающие фибры полосы укорачиваются.
Наиболее интенсивно и вместе с тем наиболее длительно остывают больше всего разогретые области металла; при этом остывании они получают от связанных с ними соседних, менее нагретых и более жестких фибр воздествия, препятствующие их укорочению, т.е. возбуждающие в них растягивающие напряжения. Таким образом, укорачиванию наиболее нагретых фибр препятствуют смежные, менее нагретые и ранее остывшие области металла. В результате в остывшей полосе возникает новая эпюра сварочных, теперь уже остаточных напряжений с растянутыми волокнами в области наибольшего разогрева (рис. В). Полоса получает выгиб, обратный тому, который имелся в процессе нагрева, т.е. выпуклостью к стороне, не имеющей наплавленного валика.
Форма эпюры остаточных напряжений зависит от величины зоны пластических деформаций нагрева и ширины полосы и определяется уравновешенностью эпюры. При небольшой ширине зоны разогрева, т.е. при малом количестве вводимого тепла, что может иметь место при слабом токе или большой скорости сварки, интенсивность падения кривой температурных удлинений резко повышается (так как разность температур зоны разогрева всегда остается постоянной от температуры 1400o наплавленного валика до 600o у края зоны пластического состояния стали, а длина зоны разогрева уменьшается); поэтому основная масса металла разогревается слабо и оказывает резкое противодействие свободным удлинениям разогретой зоны. В результате возникают значительные пластические деформации нагрева, которые при остывании вызывают большие остаточные (усадочные) деформации и напряжения со стороны наплавленного валика.
При увеличении силы тока зона разогрева увеличивается: кривая температурных удлинений получается более пологой, что приводит к уменьшению пластических деформаций нагрева и в связи с этим к уменьшению пластических деформаций после остывания, а также растягивающих остаточных напряжений зоны разогрева. При сильном начальном разогреве растягивающие напряжения на кромке полосы могут перейти в сжимающие с одновременным уменьшением зоны растягивающих пластических напряжений (рис. Г).
Аналогично увеличению силы тока на изменение эпюры остаточных напряжений при постоянном режиме сварки влияет уменьшение ширины полосы, так как в более узкой полосе нагрев получается более равномерным. В более широких полосах остаточные напряжения увеличиваются.
При скоростных методах сварки (автоматическая и сварка методом глубокого проплавления) благодаря применению большой мощности тока разогрев полосы достигает значительной величины и временные температурные напряжения получаются небольшими, вследствие чего получаются небольшими и остаточные напряжения после остывания. В целях уменьшения остаточных напряжений в отдельных случаях целесообразно создавать искусственный разогрев средней части полосы, выравнивающей температурные деформации
Величину остаточных напряжений можно определить разрезкой остывшего изделия на полоски. При этом освобождаются усадочные напряжения и изменяется длина полосок; по приращению длины можно судить о напряжениях.
При сварке двух полос встык за один проход возникают как продольные, так и поперечные сварочные напряжения. Эпюра продольных напряжений как бы складывается из двух эпюр, получаемых при наплавке валика на кромку ("Сварочные напряжения при сварке встык", рис. А); во время нагрева возникают значительные пластические деформации, в соответствии с чем после остывания около шва появляются большие области растягивающих напряжений. На свободных кромках полос напряжения будут сжимающими.
Поперечные напряжения возникают, во-первых, от неодновременного наложения шва по длине и, во-вторых, от стремления изогнутых после  сварки полос выпрямиться.
сварки полос выпрямиться.
В процессе наложения шва остывающий металл производит на ранее наплавленную часть воздействия внецентренного сжатия, а сам подвергается стягиванию последующим наплавленным металлом ("Сварочные напряжения при сварке встык", эпюра на рис. Б). Свариваемые встык полосы изгибаются при сварке выпуклостью внутрь (рис. слева); при остывании полосы стремиться разогнуться и принять форму выпуклостью наружу, отчего возникают поперечные напряжения: растягивающие - в средней части шва и сжимающие - по краям ("Сварочные напряжения при сварке встык", рис. В).
Результирующая эпюра поперечных напряжений ("Сварочные напряжения при сварке встык", рис. Г) получается, следовательно, от сложения двух указанных эпюр, причем характер ее большей частью следует второй эпюре. В средней части стыкового шва возникает поле продольных и поперечных растягивающих напряжений, затрудняющих развитие пластических деформаций и повышающих возможности хрупкого разрушения (появление трещин).
Другие рефераты на тему «Транспорт»:
- Доработка конструкции главного сцепления трактора класса 1.4 с целью улучшения разгонных показателей агрегатов
- Проектирование ремонтного предприятия по капитальному ремонту строительных и дорожных машин
- Подвеска легкового автомобиля
- Расчёт грузового плана судна
- Обоснование количества и местонахождения складов
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск