Страница
5
2. Организационный раздел.
В этой части предлагается решение следующих задач:
- выбор метода организации производства ТО и ТР в АТП;
- выбор метода организации технологического процесса на объекте проектирования;
- выбор режима работы производственных подразделений;
- расчет количества постов в зонах ТО и ТР, и постов диагностики;
- распределение исполните
лей по специальностям и квалификации;
- подбор технологического оборудования;
- расчет производственной площади объекта проектирования;
- составление плана размещения технологического оборудования на объекте.
2.1. Выбор метода организации производства ТО и ТР на АТП.
В настоящее время наиболее прогрессивным является метод с внедрением централизованного управления производством (ЦУП).
Основными принципами этого метода являются:
1. Управление процессом ТО и ремонта, на АТП осуществляется при помощи ЦУП;
2. Каждый вид технического воздействия (ЕО, ТО-1, ТО-2, Д-1, Д-2, ТР автомобилей, ремонт агрегатов) выполняется специализированными подразделениями.
3. Подразделения (бригады, участки и исполнители), выполняющие однородные виды технических воздействий, для удобства управления ими объединяются в производственные комплексы:
- комплекс ТО и диагностики;
- комплекс ТР;
- комплекс ремонтных участков;
4.Подготовка производства (доставка агрегатов, узлов и деталей на рабочие места, мойка агрегатов, узлов и деталей, обеспечение рабочим инструментом,
перегон автомобилей в зонах ожидания, ТО и ремонта) осуществляется комплексом подготовки производства.
5. Обмен информацией между отделом управления и всеми производственными подразделениями базируется на двусторонней диспетчерской связи, средствах автоматики и телемеханики.
2.1.1.Организация ТР:
ТР предназначен для управления различных отказов и неисправностей, а также для обеспечения нормативов, ресурсов автомобилей и агрегатов до капитального ремонта. Характерными работами ТР являются разборочные, сборочные, слесарные, сварочные, деффектовочные, окрасочные, замена деталей и агрегатов.
2.1.2 Технологический процесс ТР на объекте проектирования.
В проектах по зоне ТР технологический процесс может быть организован методом универсальных или специализированных постов.
Мы применяем метод универсальных постов, так как количество автомобилей на нашем проектируемом АТП равно, 35 и этот метод является наиболее распространенным в наше время. Качество обслуживания при таком методе – высокое.
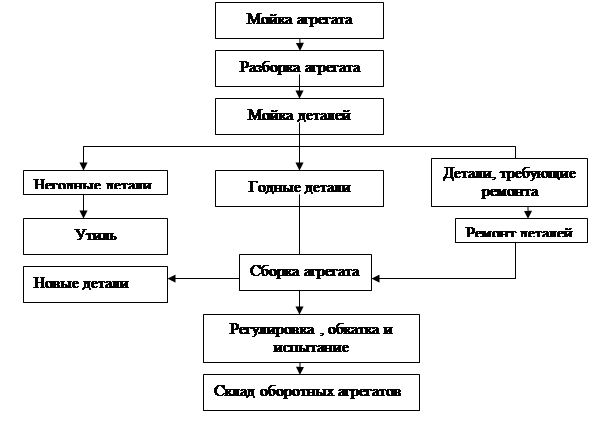
2.1.3. Схема технологического процесса на объекте.
Процесс ТР следует начать с:
- поставки автомобилей в зону ТР и снятия агрегата;
- мойка агрегата;
- разборка агрегата;
- мойка деталей;
- дефекта деталей;
- и т.д.
Наиболее подробно последовательность операций изображена в виде таблицы.
Таблица 2. Процесс ремонта агрегатов в цехе (участке).
2.1.4 Выбор режима работы производственных отделений.
При выборе режима работы производственных подразделений необходимо установить:
Количество рабочих дней в году – 305;
Сменность работы – 1 смена;
Время начала работы – с 8 часов;
Окончание работы – до 16 часов;
2.2 Расчет числа постов для зон ТО, ТР и Д.
Так как данный проект – по проектированию агрегатного участка ТР, то данная задача не рассчитывается.
2.3 Подбор технологического оборудования.
К технологическому оборудованию относят стационарные, передвижные и переносные стенды, станки, всевозможные проборы и приспособления , занимающие самостоятельную площадь на планировке. необходимые для выполнения работ всех видов работ.
К организационной оснастке относят производственный инвертарь (верстаки, стеллажи, шкафы, столы), занимающий самостоятельную площадь на планировке.
К технологической оснастке относят всевозможный инструмент, приспособления, приборы, необходимые для работ по ТО, ТР, Д., не занимающие самостоятельной площади на планировке.
Таблица 4 Технологическое оборудование
|
Наименование |
Тип или модель |
Количество, шт. |
Размеры в плане, мм. |
Общая площадь, м2 |
|
1.Пресс гидравлический |
ОКС- 1671 М. |
1 шт. |
1800*980 |
1,65 |
|
2. Верстак |
ОРГ-1468-01-060А |
2 шт. |
1500*1100 |
3,30 |
|
3. Сверлильный станок |
2М-112 |
1 шт. |
950*1000 |
0,95 |
|
4. Стенд для разборки и сборки задних и передн. мостов |
ОПР-689 |
1 шт. |
1500*1500 |
2,25 |
ИТОГО: общая площадь оборудования равна – 8,15 м2.
2.4 Распределение исполнителей по специальностям и квалификации.
В проектах по ремонтным цехам, в данном случае, по агрегатному участку, где общее количество исполнителей составляет несколько человек, целесообразна специализация исполнителей по отдельным видам работ или по ремонту отдельных агрегатов, узлов или приборов.
При решении этой задачи необходимо использовать примерное соотношение между исполнителями различных специальностей, приведенное в типовых проектах рабочих мест на АТП (1).
2.5 Расчет производственной площади объекта проектирования.
В проектах по ремонтным цехам (участкам), как в данном случае, производственная площадь рассчитывается по формуле:
где ![]() - площадь цеха;
- площадь цеха;
![]() - суммарная площадь горизонтальной проекции технологического оборудования и организационной оснастки, м2 (принимается по данным таблицы 4);
- суммарная площадь горизонтальной проекции технологического оборудования и организационной оснастки, м2 (принимается по данным таблицы 4);
![]() - коэффициент плотности расстановки (принимается из таблицы 4.6);
- коэффициент плотности расстановки (принимается из таблицы 4.6);
