Разработка технологического процесса текущего ремонта карданной передачи ВАЗ 21053
Так же на предприятии имеются вспомогательные рабочие, которые выполняют такие виды работ как, транспортировка автомобиля в КР и из КР, обслуживание электрооборудования, уборка производственных помещений, прием и хранение, выдачу материальных ценностей.
2. Организационная часть
2.1 Выбор и обоснование метода организации технолог
ического процесса текущего ремонта
Текущий ремонт на предприятиях осуществляют двумя методами: индивидуальный и агрегатный.
На данном предприятии руководствуются агрегатным методом организации текущего ремонта.
Сущность агрегатного метода.
Он заключается в замене неисправных агрегатов, узлов, исправными агрегатами или новыми, отремонтированными и взятыми из оборотного фонда.
Обоснование данного метода
Так как он снижает время простоя автомобиля в ремонте, когда за это время он мог бы выполнить транспортный процесс и принести прибыль. Снижает себестоимость перевозок, что влияет на рентабельность самого предприятия.
При данном методе необходимо иметь широкую сеть складских помещений.
Для того, чтобы технология ремонта была проведена в полном объеме перечня работ, необходим правильный подбор оборудования из каталогов оборудования[3]. Для ритмичной работы производственного корпуса нужно создать рабочие места с высоко квалифицированным обслуживающим персоналом, а также аппарата управления.
Метод организации труда.
На предприятии используется метод комплексных бригад, так как он оправдывает себя в виду того, что подвижного состава на предприятии мало, а значит, за смену выполняется небольшой объем трудоемкости. При этом методе бригада ремонтирует только закрепленный за ней автомобиль и выполняет весь перечень работ, который необходим в перечне. Ремонт выполняется на универсальном посту.
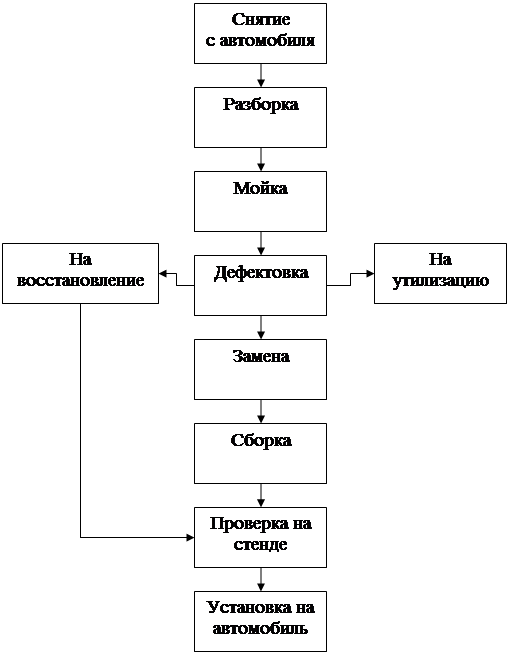
Схема ремонта главного тормозного цилиндра ВАЗ-2107
2.2 Подбор технологического оборудования
Оборудование для выполнения технологии ремонта в агрегатном участке приведено в таблице 3
Таблица 3
Технологическое оборудование
|
Наименование |
Модель |
Размер (Д×Ш×В), м |
|
1 |
2 |
3 |
|
1. Верстак слесарный |
ПИ-012М |
1,4×0,8×1,0 |
|
2. Тиски слесарные |
СТ – 400 |
0,4×0,2×0,25 |
|
3. Прибор уневерсальный для проверки поршня с шатуном |
2451 |
0,67×0,50×1,1 |
|
4. Станок для шлифования фасок клапанов |
2215 |
0,67×0,51×1,2 |
|
5. Пресс с ручным приводом |
ОКС – 761 |
0,65×0,50×1,6 |
|
6. Станок настольно – сверлильный |
НС – 12А |
0,65×0,50×1,5 |
|
7. Стеллаж секционный |
ПИ-029 |
1,4×0,45×2,0 |
|
8. Стол для контроля и сортировки деталей |
Р – 902 |
2,0×0,8×1,0 |
|
9. Тельфер |
МН Н4-10 |
0,25×0,25×0,3 |
|
10. Универсальные центры для проверки валов |
Р – 304 |
1,5×0,6×1,1 |
|
11. Ларь для обтирочных материалов |
ЛР – 6 – 25 |
1,0×0,5×0,6 |
|
12. Шкаф для приборов |
ШР – 25 |
1,2×0,6×1,8 |
|
13. Поверочная плита |
П – 750 |
1,0×0,75×1,0 |
|
14. Стенд для ремонта двигателей |
2650 |
1,3×0,84×1,7 |
|
15. Стенд для ремонта двигателей |
2473 |
1,0×0,68×1,6 |
|
16. Стенд для ремонта рулевых механизмов и карданных валов |
Р – 215 |
0,93×0,6×1,05 |
|
17. Пресс гидравлический |
2153 |
1,0×0,7×1,80 |
|
18. Стенд для ремонта коробок передач |
Р – 201 |
0,6×0,54×1,3 |
|
19. Стенд для ремонта редукторов задних мостов |
2365 |
0,83×0,7×1,35 |
|
20. Стенд для ремонта передних и задних мостов |
2450 |
1,84×0,76×1,4 |
|
21. Стенд для заточки инструментов |
ЗА64 |
0,8×0,52×1,0 |
|
22. Вертикально – сверлильный станок |
2А125 |
1,15×1,12×1,8 |
|
23. Инструментальный шкаф для станочника |
ШС – 12 |
0,5×0,5×1,5 |
|
24. Ванна для мойки мелких деталей |
2031 |
1,5×0,7×0,7 |
|
25. Установка для механизированной мойки деталей |
196 – М |
1,87×1,65×1,7 |
|
26. Подвесная кран - балка |
ГОСТ 7860 – 67 |
6,87×0,42×0,35 |
2.3 Расчет площади участка
Площадь производственного участка (цеха) рассчитывают по формуле
![]() (2.1)
(2.1)
где ![]() – площадь участка (цеха), занимаемая оборудованием, м2;
– площадь участка (цеха), занимаемая оборудованием, м2;
![]() – коэффициент плотности расстановки оборудования.
– коэффициент плотности расстановки оборудования.
Определяем площадь агрегатного цеха по формуле (2.1)
![]() м2 .
м2 .
2.4 Разработка технологической карты
Технологическая карта необходима для достижения оптимальной степени упорядочения ТО и ТР.
Таблица 4
Операционно - технологическая карта
Ремонт карданной передаи ВАЗ-21053
Общая трудоемкость – 19,6 чел. – мин.
Исполнитель: слесарь – ремонтник 3 разряда
|
Наименование и содержание операции |
Число точек воздействия |
Трудоемкость, чел. – мин. |
Оборудование и инструмент |
Технические условия и указания |
|
1 |
2 |
3 |
4 |
5 |
|
Разборка вала карданной передачи 1.Установить передний карданный вал в сборе в приспособление для разборки |
1 |
1,0 |
Тиски СТ-400 | |
|
2. Извлечь стопорные кольца подшипников крестовины |
2 |
1,0 |
«Щипцами» Тиски СТ-400 |
Перед разборкой карданных шарниров нанесите метки на стопорных кольцах и соответствующих вилках |
|
3. Выпрессовать корпуса подшипников из вилки карданного шарнира |
1 |
1,5 |
Тиски СТ-400 струбцина 67.7823.9522 или выколотка с молотком. | |
|
4 Снять вилку с переднего карданного вала |
1 |
0,5 |
Тиски СТ-400 Съемник А.40005/1/5 Головка на «22» с воротком | |
|
5. Снять упругую промежуточную опору с переднего карданного вала |
1 |
0,2 |
Тиски СТ-400 | |
|
6. Сдвинуть поршень привода передних тормозов для дальнейшей разборки |
1 |
0,5 |
Отвертка В=8 мм | |
|
7.Вынуть уплотнительное кольцо и шайбу из корпуса цилиндра |
1 |
0,2 | ||
|
8. Снять возвратную пружину поршня привода передних тормозов |
1 |
0,6 | ||
|
9. Снять чашку и прижимную пружину уплотни- тельного кольца |
1 |
0,2 | ||
|
10. Вынуть поршень привода передних тормозов в сборе с уплотнительными и распорными кольцами |
1 |
0,2 | ||
|
11.Поддеть стопорную шайбу, снять и вынуть из корпуса цилиндра штуцер с уплотнительной прокладкой |
1 |
1,0 |
Тонкая отвертка В=6 мм | |
|
12. Снять с поршня привода задних тормозов уплотнительное и распорное кольцо |
1 |
0,4 |
Отвертка В=8 мм |
При каждой разборке главного тормозного цилиндра заменяйте уплотнительные кольца новыми, даже если они находятся в удовлетворительном состоянии |
|
13.Снять с поршня привода передних тормозов уплотнительное и распорное и второе уплотнительное кольца |
2 |
0,3 |
Второе уплотнительное кольцо поршня привода передних тормозов (со стороны штока главного цилиндра) имеет две рабочие кромки. | |
|
14. Проверка состояния поршней и корпуса главного цилиндра |
2,0 |
Дефектовку проводить согласно карт дефектовки |
Трещины, задиры и риски и т. п. на рабочих поверхностях не допускаются. Защитный колпачек не должен иметь трещин и разрывов резины | |
|
15. Промыть все детали чистой тормозной жидкостью той же марки, которая используется в тормозной системе данного автомобиля |
2,0 |
Тормозная жидкость "РОСА 4" | ||
|
16. Сборка главного тормозного цилиндра в порядке, обратном разборке |
8,0 |
Перед установкой все детали главного цилиндра смочить тормозной жидкостью |
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск