Ультразвуковой контроль оси колёсной пары электровоза ВЛ-10
d=![]() , (8)
, (8)
где λп - длина волны в пьезопластине.
Пьезоэлектрический преобразователь (ПЭП) предназначен для ввода ультразвуковых колебаний в контролируемую деталь, а также для приёма отражённых от границы раздела УЗ волн и преобразования их в электрические сигналы для последующей обработки электронными блоками дефектоскоп
а.
Пьезоэлектрический преобразователь представленный на рисунке 1 состоит из корпуса, в который установлена пьезоэлектрическая пластина, наклеенная на протектор из оргстекла (для наклонных преобразователей на призму из оргстекла), питающих проводов, электроразъёма и демпфера.

Рисунок 1 - Конструкция пьезоэлектрических преобразователей:
а- прямой; б- наклонный; в- раздельно-совмещённый
Пьезопластина покрыта с двух сторон токопроводящими слоями металла (например, серебра), которые являются электродами. Т.к. при колебании пластины колебания Распространяются в обе стороны, то пространство с обратной стороны пластины заполняется демпфирующим материалом, который гасит эти колебания и, следовательно, исключает возможность фиксирования их дефектоскопом.
ПЭП работает следующим образом. Пьезопластина колеблется с частотой подведённого к её электродам напряжения. Если подачу напряжения прекратить, то пластина ещё некоторое время будет совершать свободные колебания и отдавать энергию этих колебаний в контактирующую с ней среду, но их амплитуда будет быстро затухать. Таким образом, формируется короткий ультразвуковой зондирующий импульс. Пьезопластина возбуждает в призме исключительно продольную волну.
ПЭП бывают различных видов:
В зависимости угла ввода УЗ волн
- Прямые, когда у.з. колебания вводят в контролируемую деталь под углом 0° к вертикали (позволяют вводить только продольные волны);
- наклонные - вводят УЗ колебания под углом, заданным конструкцией ПЭП.
В зависимости от конструктивного исполнения ПЭП могут быть:
- раздельными, когда они выполняют функцию приёмника или излучателя УЗ колебаний;
- совмещёнными, когда выполняют функцию приёмника и излучателя УЗ колебаний;
- раздельно-совмещенными, когда два раздельных преобразователя смонтированны в общем корпусе и разделены акустическим экраном.
Кроме того, существуют специализированные преобразователи, изготовленные для контроля конкретного типа деталей. Например, ПЭП для контроля осей колёсных пар с торца оси (РУ-1Ш) или с зарезьбовой канавки (РУ-1). Корпус этого преобразователя повторяет собой форму оси в месте его установки. Внутри этого ПЭП смонтированы два совмещённых ПЭП (один прямой и один наклонный), а также схема их коммутации.
Оператор-дефектоскопист должен хорошо знать параметры и свойства преобразователей, применяющихся для контроля. Эти знания помогают правильно оценить значения сигналов, возникающих на электронно-лучевой трубке дефектоскопа. От этого зависит достоверность ультразвукового контроля. Характеристики ПЭП нормируются по ГОСТ 23702-79.
3 Методика работы
3.1 Общие положения
3.1.1 Ультразвуковому контролю подвергаются оси локомотивных колёсных пар при заводском и деповском ремонте.
3.1.2 Выполнение ультразвукового контроля по данной технологии обеспечивает выявление в осях усталостных трещин и внутренних несплошностей, являющихся браком завода-изготовителя, эквивалентных или большим по своим отражающим свойствам искусственным отражателям в КО оси, используемым для настройки чувствительности, а так же позволяет оценить структуру металла осей.
3.1.3 Контроль осей производится ультразвуковым дефектоскопом УД2-12, имеющим в комплекте прямой П111-2,5-К12-002 и наклонные П121-2,5-40-002, П121-2,5-18 преобразователи.
3.1.4 Для проверки работоспособности, а так же настройки чувствительности дефектоскопа необходимо изготовить контрольный образец (КО) оси электровоза. КО изготавливается по эскизу, приведённому на рисунке 2
3.1.5 Технология контроля включает в себя следующие этапы:
– подготовка к контролю;
– проведение контроля;
– оценка качества проконтролированной детали.
3.2 Подготовка к контролю
Подготовка к контролю включает:
– подготовку аппаратуру к работе;
– подготовку оси.
3.2.1 Подготовка аппаратуры к работе
Подготовка аппаратуры к работе включает:
– подготовку дефектоскопа к работе;
– настройку масштаба развёртки;
– настройку чувствительности дефектоскопа.
Подготовка дефектоскопа к работе
Установить органы управления дефектоскопа в исходные положения в исходные положения в соответствии с картой, представленной в виде таблицы 1.
Таблица 2 - Технологическая карта процесса ультразвукового контроля болтов крепления полюсов ТЭД
|
Контроль неразрушающий |
Ультразвуковой метод |
На листах |
4 | |||||
|
Предприятие ТЧ-5 |
Тип Колёсная пара Электровоза ВЛ-10 |
лист № |
1 | |||||
|
УТВЕРЖДАЮ: Главный инженер дата _ |
Изделие: Ось. |
Дефектоскоп УД2-12 №123456. |
Преобразователи ультразвуковые П111-2,5-К12-002, П121-2,5-40-002, П121-2,5-18 | |||||
|
Контролируемый объект |
Объем контроля |
Поверхность сканирования |
Браковочная чувствительность |
Зона контроля, положение эхо-сигнала |
НД на контроль инструкции Цтэр-13/3 | |||
|
Болт крепления полюсов. |
цилиндрическая часть |
Торец головки болта. |
Контроль проводится электронным блоком и преобразователями, для которых зафиксированы значения браковочных режимов чувствительности | |||||
1 ПОДГОТОВКА ДЕФЕКТОСКОПА К РАБОТЕ
|
№ п/п |
Операция |
Орган управления или коммутации, его установка. |
Место нахождение органа управления |
|
1 |
2 |
3 |
4 |
|
1.1 |
Заземлить корпус дефектоскопа |
Клемма ²^² защитного заземления |
Задняя панель |
|
1.2 |
Проверить наличие и соответствие предохранителей номиналу. |
Предохранители 1А и 0,5А или 2А (в зависимости от напряжения сети ) |
Задняя панель |
|
1.3 |
Подключить кабель питания к сети |
Кабель питания. |
Задняя панель |
|
1.4 |
Установить режим внутренней синхронизации |
Нажать кнопку “ВНЕШ/ВНУТР” |
Задняя панель. |
|
1 |
2 |
3 |
4 |
|
1.5 |
Установить частоту следования зондирующих импульсов . |
Нажать кнопку “x2”, установить кнопку “125 Hz/500 Hz” в отпущенное положение |
Задняя панель |
|
1.6 |
Установить органы управления дефектоскопа в следующие положения |
1. Все независимые кнопки на верхней панели дефектоскопа в отпущенное положение кроме кнопки ²´10 ² на блоке А6 и кнопки “АСД/ВРЧ” на блоке А10; 2. Установить все прочие плавные регуляторы в крайнее правое положение (кроме блока У4 .). 3. Установить ручку Õ на передней панели в крайнее левое положение и нажать кнопку ²< 20 дБ ² 5. Нажать кнопку ²накал² затем ²Работа². 6. Регуляторами ²¬® ² ,²² , , , и ² установить линию луча и получить четкое изображение . 7. нажать кнопку “НАКАЛ”, а затем “Работа” |
Верхняя панель Передняя панель и верхняя панель. Передняя панель Верхняя панель |
|
1.7 |
Установить требуемую частоту ультразвука |
Нажать кнопку МГц ² 2,5 ². |
Верхняя панель |
|
1.8 |
Подключить ПЭП П 111-2,5-К12. |
Разьемы ²(¬² и ²(® ². |
Передняя панель. |
|
| |||
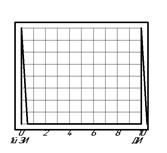 Настроить на контрольном образце масштаб развертки. Подключить прямой ПЭП, установить его на торец КО и получить донный сигнал (он появляется перед вторым зондирующим сигналом и имеет самую большую амплитуду), кнопками аттенюатора уменьшают его до высоты масштабной сетки экрана ЭЛТ, затем регулятором “длительность развёртки” на блоке А6 выставляют донный сигнал на 10-е деление горизонтальной шкалы канала ЭЛТ (рисунок 3). При этом масштаб развёртки для продольных волн составляет Мпрод=250 мм/дел, поскольку длина оси электровоза ВЛ10 составляет 2520мм. При подключении к дефектоскопу наклонного ПЭП, излучающего поперечные волны, масштаб развёртки становится равен Мпопнр.=140 мм/дел.
Настроить на контрольном образце масштаб развертки. Подключить прямой ПЭП, установить его на торец КО и получить донный сигнал (он появляется перед вторым зондирующим сигналом и имеет самую большую амплитуду), кнопками аттенюатора уменьшают его до высоты масштабной сетки экрана ЭЛТ, затем регулятором “длительность развёртки” на блоке А6 выставляют донный сигнал на 10-е деление горизонтальной шкалы канала ЭЛТ (рисунок 3). При этом масштаб развёртки для продольных волн составляет Мпрод=250 мм/дел, поскольку длина оси электровоза ВЛ10 составляет 2520мм. При подключении к дефектоскопу наклонного ПЭП, излучающего поперечные волны, масштаб развёртки становится равен Мпопнр.=140 мм/дел. Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск