Гидропередача УГП 750-1200
Первоначальные формы и размеры деталей разнообразных конфигураций, имеющих износ, механические или термические повреждения, можно восстанавливать слесарно-механической обработкой, механической обработкой, сваркой или наплавкой, электролитическим наращиванием, наращиванием полимерными пленками, металлизацией и электроискровой обработкой, а также с помощью эпоксидных смол.
При восстановлении
деталей сваркой может потребоваться обработка их на станке как подготовительная операция. После сварки, как правило, требуются обработка деталей на металлорежущих станках и термическая или химико-термическая обработка.
При восстановлении деталей могут применяться различные виды сварки – электродуговая, газовая, контактная. Сварка может быть ручной, полуавтоматической, автоматической и выполняться в различных защитных средах (под флюсом, в жидкости, в среде защитного газа).
Наиболее прогрессивным методом электродуговой сварки, применяемым при ремонте деталей, является метод вибродуговой наплавки деталей. Из различных видов контактной сварки при ремонте деталей гидропередач применяют газопрессовую сварку, позволяющую надежно сваривать углеродистые, легированные и разнородные стали.
При ремонте алюминиевых деталей используется сварка и наплавка в среде аргона (сварка в среде защитного газа). Из гальванических методов наращивания наиболее новым методом является гальваническое осталивание.
Наиболее характерными методами восстановления деталей гидравлических передач являются вибродуговая наплавка, газопрессовая сварка, сварка алюминиевых деталей, хромирование и осталивание.
Вибродуговая наплавка. Метод вибродуговой наплавки сравнительно прост, не требует сложного оборудования, дефицитных материалов, позволяет наплавлять слой металла толщиной 0,5 – 4,0 мм на изделиях диаметром 8 мм и выше, что очень важно при ремонте мелких деталей, имеющих незначительный износ. Наиболее эффективно применение вибродуговой наплавки для деталей с износом 0,3 – 2,5 мм на сторону. При этом вследствие небольших тепловых воздействий дуги и больших скоростей охлаждения деталь не испытывает деформации, а твердость может быть доведена до HRC 50–58 без последующей термической обработки. Опыт работы многих ремонтных заводов показал, что износостойкость восстановленных деталей не меньше износостойкости новых.
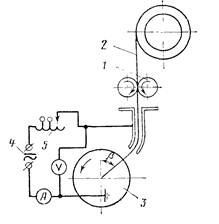
Принципиальная схема установки дуговой наплавки
![]()
За счет автоматизации процесса, снижения толщины наплавленного слоя, выборочной наплавки (наплавляются только те участки, где имеется износ) трудоемкость вибродуговой наплавки в 2,5-3 раза ниже, чем ручной дуговой.
Сущность процесса вибродуговой наплавки заключается в том, что в результате возникновения периодически повторяющихся электрических разрядов выделяется тепло, нагревающее основной и электродный металл до расплавления. Происходит перенос металла электрода на деталь и последующая кристаллизация расплавленного основного и электродного металла.
В патроне или центре станка закрепляют деталь 3, а на суппорте станка устанавливают вибродуговую головку. К детали и головке подводят ток низкого напряжения. С помощью роликов 1 электродную проволоку 2 подают к детали. Конец проволоки вибрирует в результате действия вибратора.
При вибрации электрода вследствие его прикосновения к наплавляемой детали наблюдается короткое замыкание, сила тока возрастает, а напряжение падает. При отходе электрода от детали за счет энергии магнитного поля образуются экстротоки, резко повышается напряжение и загорается электрическая дуга. Длительность горения дуги 0,002 – 0,003 с. В течение каждого цикла наблюдаются периоды: короткое замыкание, электрический разряд.
При вибродуговой наплавке необходимо обеспечить четкую вибрацию электрода, что позволяет систематически замыкать и размыкать электрод с деталью и дает возможность наплавлять металл при низком напряжении источника тока, стабилизирует процесс наплавки при малом напряжении.
С целью защиты расплавленного металла от взаимодействия с окружающей средой вибродуговую наплавку можно выполнять под флюсом, в среде защитных газов. Большое распространение получила наплавка с применением жидкости. Жидкость, подаваемая в зону контакта, обеспечивает защиту жидкого металла и закалку наплавленного слоя, охлаждает наплавляемую деталь и уменьшает зону термического влияния. Обычно в качестве охлаждающей жидкости используют 4–5-процентный раствор кальцинированной соды в воде. При наплавке проволокой с высоким содержанием углерода для предотвращения образования трещин можно применять 10–30-процентный раствор технического глицерина в проточной воде.
При восстановлении ответственных деталей используют вибродуговую наплавку с применением ультразвука. Ультразвук, воздействуя на металл в жидкой фазе, обеспечивает равномерность структуры, повышает твердость и износостойкость, увеличивает прочность детали.
Перед вибродуговой наплавкой детали очищают от ржавчины, грязи, масла, нагара металлической щеткой, наждачной шкуркой или подвергают пескоструйной обработке. Детали, имеющие большой односторонний износ, рекомендуется протачивать или шлифовать. Отверстия, шпоночные пазы заделывают медными или графитовыми заглушками, химическими твердеющими смесями. При установке деталей в патрон или центры биение их должно быть минимальным. Проверяется биение визуально по изменению расстояния между концом электрода и поверхностью вращающейся детали.
Расчет режима наплавки выполняется в зависимости от толщины наплавляемого слоя:

где

Наплавку ведут при обратной полярности тока («плюс» – на электрод), что обеспечивает лучшее качество наплавленного слоя. Напряжение на дуге должно быть 14–30 В. При напряжении ниже 14 В уменьшается тепловое воздействие дуги на металл, наблюдается непровар. Если же напряжение выше 30 В, то происходит разбрызгивание и выгорание электродного металла, значительно увеличивается зона термического влияния и деформация деталей. Для наплавки тонкостенных деталей небольшого диаметра, где нежелателен значительный нагрев детали, применяют напряжение 14–16 В. Крупногабаритные детали с износом 1,5–3 мм наплавляют при напряжении 24–28 В. При наплавке на переменном токе напряжение берут на 10–15% больше, чем на постоянном.
Оптимальные значения индуктивности зависят от частоты вибрации электрода, напряжения на дуге, силы тока в цепи и других факторов. При малой индуктивности появляется холостой ход в каждый период вибрации электрода, снижается устойчивость процесса наплавки, а при слишком большой нарушается стабильность процесса наплавки и увеличивается разбрызгивание металла. Поэтому величину дополнительной индуктивности в каждом отдельном случае приходится определять экспериментально или рассчитывать по формуле:
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск