Гидропередача УГП 750-1200
При применении сварочных преобразователей тока необходимость в дополнительной индуктивности отпадает, так как сам источник питания имеет достаточную индуктивность.
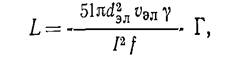
Скорость подачи проволоки зависит от мощности источника питания и диаметра электродной
проволоки.
![]()
С увеличением скорости подачи проволоки растет производительность наплавки, но одновременно повышаются потери электродного металла, ухудшается чистота слоя. Поэтому с уменьшением толщины наплавляемого слоя скорость подачи уменьшают.
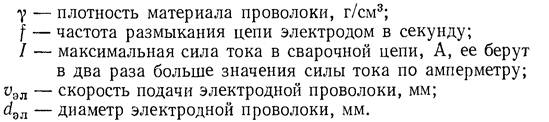
Линейная скорость (скорость вращения) наплавляемой детали связана со скоростью подачи электрода.
По линейной скорости и диаметру детали можно определить частоту вращения детали.
![]()
Амплитуду колебаний электрода выбирают равной (0,7 – М, 0) daa.
Меньшим значениям напряжения на дуге соответствует меньшее значение амплитуды колебания проволоки. Вылет электрода устанавливается 10–12 мм. Для высокоуглеродистой проволоки вылет электрода должен быть больше, чем для низкоуглеродистой.
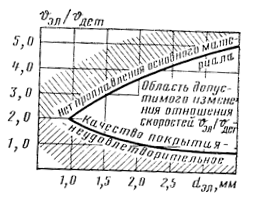
Допустимые пределы изменений отношений скоростей ![]() для различных диаметров электродной проволоки
для различных диаметров электродной проволоки
Шаг наплавки определяется шириной наплавленного валика и принимается равным 1,6 – 2,2 dan мм/об. С увеличением шага улучшается сплавление наплавленного металла с основным, уменьшается тепловое воздействие на деталь, повышается твердость наплавленного слоя. Однако при чрезмерно большом шаге появляются впадины между валиками и, как следствие ухудшается чистота слоя. С уменьшением шага наплавки валики плотно наслаиваются один на другой, а сплавление с основным металлом ухудшается, снижается твердость слоя, увеличивается нагрев детали.
В зависимости от конструкции вибродуговых головок применяется боковой или верхний подвод проволоки к детали, но в обоих случаях направление вибрации электрода должно быть перпендикулярным к касательной в точке подхода электрода к детали.

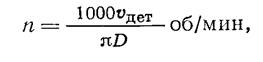
Схема подвода проволоки к детали
![]()
Благоприятно влияет на перенос металла, чистоту наплавляемого слоя уменьшение угла 7 (между осью проволоки и направлением вибрации). При вибродуговой наплавке под слоем флюса целесообразно сместить электрод от зенита детали на 2–7 мм в сторону, противоположную направлению вращения детали.
Марку проволоки выбирают в зависимости от требуемых свойств наплавленного слоя. Для получения поверхности с твердостью НВ 180–300 используют сварочную проволоку СВ-08. Более высокая твердость и износостойкость наплавленного слоя достигается применением высокоуглеродистой и легированной проволоки марок ПК, НП-40, НП-60, НП-80, ЗОХГСА, 12Х, 65Г и др. Однако следует иметь в виду, что при наплавке легированной и высокоуглеродистой проволокой увеличивается склонность к образованию трещин при закалке.
Для восстановления ответственных деталей вибродуговой наплавкой под слоем флюса или в среде углекислого газа применяют порошковую проволоку марок ПП-ЗХ2В8, ПП-Х12ВФ, ПП-4Х2В8Т, ПП-АН-1, ПП-АН-3 и др.
Детали после вибродуговой наплавки подвергают механической обработке на токарных или шлифовальных станках. Детали, наплавленные высокоуглеродистой или легированной проволокой, обычно шлифуют. Вместо шлифования можно применять электромеханический способ обработки.
Для повышения чистоты обработки, твердости, усталостной прочности после вибродуговой наплавки и предварительной механической обработки наплавляемые детали можно подвергать упрочнению накаткой. После упрочнения накаткой усталостная прочность деталей повышается на 15–35%.
К основным дефектам вибродуговой наплавки относятся низкая твердость и чистота наплавленного слоя, не сплавление между основным и наплавленным металлом, трещины, газовые поры, шлаковые включения, деформация наплавленных деталей. Контроль качества наплавленного слоя проводится в соответствии с требованиями технических условий на восстановление соответствующих деталей.
Внешним осмотром устанавливается чистота наплавленного слоя, наличие крупных трещин, открытых пор. Внешний осмотр сопровождается измерением и определением степени деформации восстановленной детали.
На приборах-твердомерах после чистовой обработки наплавленного слоя определяют твердость.
Наличие в слое трещин, газовых пор, шлаковых включений можно выявить методом травления шлифованной поверхности наплавленного слоя 10–20-процентным водным раствором азотной кислоты, а также методом магнитной дефектоскопии, используя магнитоэлектрические дефектоскопы МЭП, М-217 и др.
Для более полной оценки качества наплавки применяется металлографический анализ, позволяющий не только обнаружить внутренние дефекты в наплавленном слое и зоне термического влияния (непровары, трещины, газовые раковины, шлаковые включения), но и определить их размеры, установить место расположения. Металлографический анализ позволяет установить характер макро- и микроструктуры наплавленного слоя и зоны термического влияния.
Для выявления внутренних дефектов широкое распространение получил метод ультразвуковой дефектоскопии.
Газопрессовая сварка. В практике машиностроения и ремонтного производства газопрессовая сварка углеродистых сталей стала применяться в СССР с 1946 г. Однако газопрессовая сварка легированных сталей до последнего времени не была изучена и потому не производилась.
Ввиду все большего применения конструкционных легированных сталей на железнодорожном транспорте встал вопрос об исследовании сварки легированных сталей, отработке оптимальных режимов сварки и термообработки и внедрении ее в производство. Положительный опыт газопрессовой сварки деталей из углеродистой легированных и разнородных сталей накоплен на Даугавпилсском, Воронежском, Смелянском ремонтных заводах МПС.
При постройке гидропередач в основном применяются хромоникелевые, хромистые, хромокремнистые и хромомарганцовистые стали.
Детали гидропередач, имеющие местный износ или повреждения в пределах, допускаемых правилами ремонта, ремонтируются посредством восстановления изношенных мест наплавкой или гальваническим наращиванием с последующей механической обработкой. Если местный износ или повреждение детали выходит за допускаемые размеры, то она должна быть заменена новой или же отремонтирована путем замены изношенной части. В последнем случае изношенная часть детали отрезается и взамен ее приваривается новая с последующей обработкой по чертежу и техническим условиям.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск