Гидропередача УГП 750-1200
Для уменьшения пористости следует, прежде всего, строго соблюдать тепловой режим наплавки и сварки. Детали большой толщины и крупногабаритные перед наплавкой и сваркой следует подогревать, с тем, чтобы увеличить продолжительность существования жидкой ванны и этим самым создать условия для наиболее полного выделения водорода из металла. Детали малой толщины следует, наоборот, охлаждать в процесс
е наплавки или сварки, с тем, чтобы увеличить скорость кристаллизации металла шва. Это достигается, например, путем наплавки детали, уложенной на массивную медную подкладку.
Следующей особенностью алюминиевых сплавов является склонность наплавленного металла к образованию трещин. Основной причиной появления трещин следует считать деформации в металле шва в период его кристаллизации в результате неравномерного распределения температур. К трещинообразованию склонны детали крупногабаритные и сложной конфигурации. Для предупреждения появления трещин могут быть приняты как технологические, так и металлургические меры.
К технологическим мерам, прежде всего, следует отнести правильный выбор температурных режимов. Для более равномерного распределения температуры во время сварки и наплавки деталь вначале подогревают до 200–300° С. После окончания сварки или наплавки такие детали устанавливают в термостаты, где происходит их медленное охлаждение. Термостат может представлять собой металлический ящик с плотно закрывающейся крышкой, в котором исключается любое движение воздушной массы и обеспечивается равномерное охлаждение детали по всей поверхности. Появление трещин можно предотвратить также правильным выбором порядка нанесения валиков при наплавке или же выбором определенной схемы заполнения разделки шва.
Наиболее эффективной металлургической мерой предотвращения трещин является правильный выбор присадочного металла. Лучшей в этом отношении присадочной проволокой является проволока типа Св-АК5.
Для производства наплавочных и сварочных работ на деталях из алюминиевого сплава широко применяются специализированные электросварочные установки типа УДАР, с помощью которых производится сварка или наплавка неплавящимся электродом в среде защитного газа переменным током.
Существуют установки УДАР-300 и УДАР-500, у которых соответственно номинальный сварочный ток 300 и 500 А. В настоящее время промышленность выпускает более совершенные установки типов УДГ-300 и УДГ-500. Установка УДАР-300 состоит из источника питания (трансформатора с дросселем), шкафа управления, головок и газового баллона с редуктором. Однофазный понижающий трансформатор служит для получения напряжения 60–65 В, необходимого для возникновения и поддержания электрической дуги. В момент горения дуги при сварочном токе 300 А напряжение дуги 17–18 В, при токе 100 А – 25 В.
Дроссель насыщения служит для регулирования сварочного тока. Он имеет две ступени регулирования, переключение которых производится путем перестановки перемычек на доске зажимов дросселя. В пределах каждой ступени регулирование тока плавное.
В шкафу управления размещены основные узлы электрической схемы установки, важнейшими из которых являются:
стабилизатор горения дуги–устройство, обеспечивающее устойчивое горение дуги; сварочный контактор для подключения первичной обмотки сварочного трансформатора к сети;
Феррорезонансный стабилизатор напряжения, обеспечивающий надежную работу стабилизаторов горения дуги при понижении напряжения сети;
Осциллятор предназначен для возбуждения дуги без замыкания электрода на деталь;
Батарея конденсаторов, включенная последовательно в сварочную цепь, для компенсации постоянной составляющей сварочного тока;
Газовый клапан, который обеспечивает подачу аргона в зону дуги за 0,15 – 3,8 с до начала сварки и прекращение подачи аргона после окончания сварки через 2–5,5 с.
Установка УДАР-300 имеет сварочные головки двух размеров, УДАР-500 – трех размеров, рассчитанные на сварку различным током. На практике указанных типоразмеров головок недостаточно для наплавки и сварки деталей сложной конфигурации. Появляется необходимость в изготовлении горелок специальных типов и размеров.
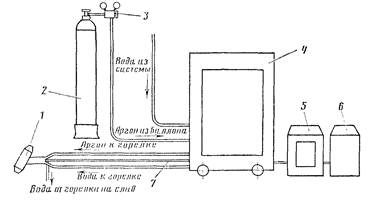
Схема установки удар

Головки представляют собой металлический корпус, в котором укрепляется цанга для зажима вольфрамового электрода. Цанги делаются съемными для установки электродов различного диаметра (от 2,1 до 6,1 мм). На корпус надевают керамическое кристаллокорундовое сопло. Сопла также съемные с различным внутренним диаметром для прохода вольфрамового электрода и аргона. К корпусу прикреплена полая рукоятка, изолированная от токоведущих частей и от корпуса. Внутри рукоятки проходят резиновые шланги для подвода и отвода охлаждающей воды, а также токопровод.
Подготовка к сварке деталей и сварочной проволоки сводится к удалению с их поверхности окисной пленки, влаги, загрязнений.
Присадочная проволока разматывается из бухты и разрезается на стержни необходимой длины. После этого очищается от консервационной смазки в горячей воде (температура 80–90° С), затем производится ее химическая обработка по следующей технологии:

Схема горелки

а) травление в 5-процентном растворе каустической соды NaOH при 60°С в течение 2 мин:
б) промывка в холодной воде в течение 20 мин;
в) осветление в 15-процентном растворе азотной кислоты при 60-65°С в течение 2 мин;
г) промывка в теплой воде, затем в холодной проточной воде;
д) сушка при температуре не ниже 60°С до полного удаления влаги.
Очищенную проволоку можно брать только в чистых рукавицах, чтобы не загрязнить и не нанести на поверхность проволоки жировых пятен.
Химически обработанная и высушенная сварочная проволока не всегда может быть сразу же использована для наплавки и сварки. Со временем она покрывается все более толстым слоем окисной пленки, что недопустимо, поэтому хранить ее необходимо в специальном плотно закрывающемся шкафу или ящике. Срок хранения обработанной проволоки диаметром 4-5 мм обычно устанавливается до трех суток.
Поверхность алюминиевых деталей под наплавку желательно обрабатывать химическим путем подобно обработке сварочной проволоки. Если же это не выполнимо, то можно применить и механический способ. Поверхность деталей при этом предварительно протирают ацетоном или уайт-спиритом до полного удаления жировых остатков, а затем очищают в зависимости от габаритов и конфигурации деталей обработкой на станке или вручную с помощью металлических щеток и шаберов.
Технология разделка трещин при сварке деталей из алюминиевых сплавов аналогична технологии при разделке трещин в стальных деталях. Форма разделки должна быть со скругленными кромками. Предпочтение следует отдавать двусторонней разделке трещин. Трещины в стенках деталей толщиной до 6 мм заваривают без разделки.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск