Страница
4
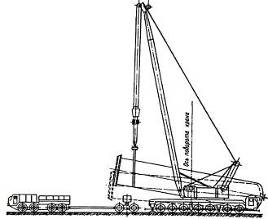
Рис.8.Схема погрузки аппарата на автодорожный транспорт краном
Если необходимо разгрузить аппарат, то, освободив от крепления с тележками, его предварительно приподнимают, выталкивают из-под него тележки и затем опускают аппарат. Большим достоинством такого подъемника является то, что при одних и тех же стойках меняя пор
тал, можно менять ширину просвета, а следовательно, устанавливать его дня погрузки аппаратов на автотранспорт и разгрузки с него. Применение таких порталов значительно экономичнее, чем кранов большой грузоподъемности, а работа безопасней. Процесс строповки является трудоемкой и ответственной операцией, так как узлы строповки воспринимают всю нагрузку. Узлы крепления и сам процесс строповки должны обеспечивать высокую прочность и надежность соединения. Узлы крепления должны позволять выполнять расстроповку с земли, быть простыми по конструкции, иметь наименьшее число деталей для большей надежности и меньшие трудозатраты при строповке.
Строповка с помощью захватных устройств на аппарате имеет широкое применение. Это способ строповки заключается в том, что на аппарате закрепляют штуцера, к которым в свою очередь прикрепляют строп. Если аппарат поднимают двумя кранами, то используют строповку с помощью монтажных штуцеров. Достоинством этого способа является сравнительная его простота и надежность. Недостаток способа заключается в установке на аппаратах штуцеров. Не ко всем аппаратам можно приваривать штуцера: возникают значительные напряжения на участках аппарата, где закреплены штуцера, и эти участки часто требуют усиления.
1.2.3 Приемка вращающейся печи и её складирование
В монтажных, организациях заказчик выделяет уполномоченных лиц, которые оформляют передачу и приёмку оборудования. До приёмки оборудования организация должна от заказчика заводские отправочные спецификации, сборочные чертежи, технические условия на монтаж оборудования и другую документацию, необходимую для производства монтажных работ. Приемка оборудования на приобъектном складе в монтажной зоне предприятия по внешнему осмотру без разборки. Во время приемки проверяют комплектность оборудования, поступающего в разобранном виде по заводским спецификациям, отправочной или упаковочной ведомостям, соответствие оборудования чертежам и техническим условиям на монтаж; отсутствие повреждений или поломок, трещин и др. дефектов. Наличие и полноту технической документации (паспорта, сертификаты на металл, необходимые для монтажа, акт на испытания оборудования и его механизмов на заводском стенде). После внешнего осмотра оборудования на приобъектном складе составляется приёмно-сдачный акт за подписью представителя монтажной организации и заказчика. Приёмно-сдачный акт является документом, в котором фиксируется факт передачи оборудования от заказчика монтажной организации. После подписания этого документа вся ответственность за сохранность оборудования до сдачи его в эксплуатацию лежит на монтажной организации.
В состав складского хозяйства монтажного управления входят: площадка для хранения металла и труб; площадка для хранения монтажных заготовок, оснащённая грузоподъемным механизмом; закрытый склад для хранения инструментов, ручных машин, спецодежды; склад для хранения лаков, красок и других специальных материалов; склад топливно-смазочных материалов.
Площадки для хранения металла, труб и монтажных заготовок бетонируют и располагают вблизи цехов монтажной базы. Площадки для хранения металла оборудуют башенным или козловым к краном и стоечными стеллажами для хранения полосового и профильного проката и труб. При складировании прокат и трубы сортируют по сортаментам и маркам стали. Стеллажи должны обеспечивать надежное без деформации размещение грузов и удобное производство погрузочно-разгрузочных работ. Кроме стоечных стеллажей, открытые площадки оснащают стационарными или сборно-разборными стеллажами для контейнерного хранения материалов изготовленными из металлопроката или из труб. Габаритные размеры стеллажей определяются видом и количеством изделий, подлежащих складированию. В качестве тары применяют поддоны, контейнеры, ящики. Балки, швеллеры, рельсы, сталь толстолистовую складируют на железобетонных башмаках с высотой штабеля до 1,5 м; сталь сортовую и стальные трубы складируют пакетами в стоечных стеллажах высотой соответственно до 1,7 и 1,6 м.
Склады закрытого хранения имеют площадки для приема и отправки грузов и комплектации контейнеров. В складе устанавливают стеллажи с ячейками для размещения контейнеров и поддонов. Склады оснащают подвесным и опорным краном-штабелером различной грузоподъемности. Оборудование и материалы погружают на автотранспорт монорельсом с выходом на эстакаду и консоль-поворотным краном.
1.3 Монтаж вращающейся барабанной печи
1.3.1 Укрупнительная сборка на монтажной площадке
Печи поступают на монтажную площадку транспортабельными сборочными единицами: корпус печи из 5 . 7 блоков с бандажами, венцовая шестерня привода из двух* половин, привод, опорные и упорные станции. Наружная часть фундамента барабанной вращающейся печи состоит из 3 . 6 опорных столбиков, что усложняет его приемку. В фундаментах должны быть заложены осевые плашки и высотные реперы в соответствии с их расположением на чертежах.
При геодезическом обосновании монтажа на осевые плашки наносят керном метки, фиксирующие положение главных и рабочих осей печи. По этим осям определяют расположение опор фундамента. Продольную ось печи обозначают теодолитом, который устанавливают над плашкой одного из концов фундамента или средней опоры в соответствии с указанием проекта производства работ и направляют на монтажную марку, установленную над отметкой плашки второго конца фундамента. Затем марку последовательно переносят на плашки продольной оси опор фундамента, регулируют ее по визирной оси теодолита и на каждой плашке по марке наносят точку. По отмеченной точками продольной оси проверяют положение опорных столбиков фундамента, по отклонению симметричной оси фундаментных опор от визирной оси теодолита судят о качестве изготовления фундамента (рис.9).
Вместо теодолита может быть использован монтажный лазер, что упрощает измерения, так как луч лазера дает видимое пятно на рейке или непосредственно на фундаменте.
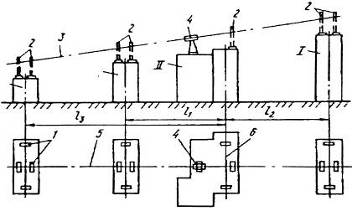
Рисунок 9. Схема проверки фундамента:
1 - осевые плашки; 2- монтажные марки; 3-вюиркая ось теодолита; 4-теодолит; 5- продольная ось печи; 6- поперечная ось печи (ось привода); - опорные столбики фундамента; h -12-расстояния между осями опор.
Для обозначения поперечной оси также применяют теодолит, но наиболее удобна монтажная струна, которую устанавливают на приводной опоре. От отвесов, опущенных со струны, рулеткой замеряют расстояния между осями опор фундамента в обе стороны к каждой опоре печи. Проверив положение опор, замеряют габаритные размеры фундамента, глубину и положение анкерных колодцев и другие размеры, которые необходимо проверить при приемке фундамента. Необходимо также обратить внимание на высотные отметки опор фундамента, проверяемых нивелиром, которые должны соответствовать уклону печи. Особое внимание обращают на фундамент под привод.