Проект разработки моторного участка
22.Завернуть ввертыш 29 крепления впускного коллектора. Работу выполнять при необходимости замены ввертышей. Патрон для заворачивания ввертышей, пневмогайковерт мод. 14Г1—З11З.
23.Завернуть ввертыши крепления водяной трубы до упора. Работу выполнять при необходимости замены ввертышей. Патрон для заворачивания ввертышей, пневмогайковерт МЯ—ЗЫЗ.
24.Снять головку блока
цилиндров с приспособления для сборки и установить ее на стенд для притирки клапанов. Головку блока цилиндров установить в положение седла клапанов вверх. Приспособление,
25.Навести на рабочую поверхность седел клапанов притирочную пасту. Состав пасты: электрокорунд зернистый - 81 %, парафин ГОСТ I6360—7I— I3%.Состав развести в моторном масле МIОГ2К ГОСТ 858I—78 до сметанообразного состояния. Кисть, емкость для притирочной пасты, деревянная лопатка.
26.Устаяовить выпускной 1 и впускной 20 клапаны в головку цилиндров.
27.Притереть клапана к седлам. Притирку продолжать до тех пор, пока на фаске клапана и седла не появится непрерывный матовый поясок шириной менее I,5 мм (Рис.5). Разрывы в пояске и риски на поверхности не допускаются. Штангенциркуль IЩ—I , стенд для притирки. клапанов!.
28.Установить клапаны и головку цилиндров в тару для отправки на моечную машину. Гнезда кассеты для клапанов должны быть пронумерованы порядковыми номерами расположения клапанов в головках цилиндров, гнезда тары для головок цилиндров должны быть пронумерованы порядковыми номерами расположения головок цилиндров. Нумерация гнезд тары и кассеты должно соответствовать друг другу. Тара для головок, кассета для клапанов.
29.Промыть головку цилиндров и клапана после притирки. Применять моющий раствор Кi—I с пеногасителем ЭАЛ—40.Концентрация Ю4—I — 5 г/л ЭАЛ—40 — 0,2—0,3 %,Состав моющего раствора: карбонат натрия —22,5 % тринатрийфосфат —‚8,9 % триполифосфат натрия —50,6 % сульфонал —2,3 % синтанол ДТ—7 — 5,7 5.’Гемшература моющего раствора 70—80°С. Время выдержки — 2 мин, (Машина моечная “Тайфун, секундомер).
3О.Установить головку блока цилиндров на стенд для сборки головки с клапанами.(Верстак слесарный, стенд).
3I.Смазать стенки клапанов 1 и 20 (Рис.4) рабочие поверхности направляющей втулки ‚8 клапанов чистым моторным маслом. Применять масло МиОГ2К, ГОСТ 858I—78.(Емкость, кисть).
32.Устаыовить впускной 20 и выпускной i клапаны в головку блока цилиндров. Клапан устанавливать согласно нумерации после притирки.
33.Устаяовить уплотнительную манжету‚ 5 впускного клапана в сборе с кольцом 6 на направляющую втулку ‚8 впускного клапана 20.
34.Уставовить шайбы 4 пружин клапанов.
35.Устааовить внутренние б и наружные 5 пружины.
З6.Устаяовить тарелки i4 пружин клапанов и втулки 7 тарелок пружин клапанов.
37.Устаяовить головку блока цилиндров на приспособление для установки клапанов и сжать пружины 5 и с тарелкой 4 и втулкой 7.
38.Установить сухари 8 клапанов и отпустить пружины, чтобы сухари вошли во втулку 7.
39.Снять головку блока цилиндров с приспособления, проверить герметичность притирки клапанов и при необходимости устранить неисправность, стенд для притирки клапанов.
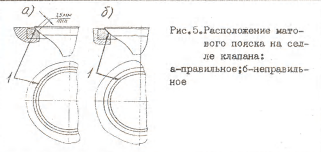
Порядок выполнения работы следующий: установить головку блока цилиндров поочередно впускными и выпускными окнами вверх и залить в них дизельное топливо ДЛ ГОСТ 4749—73.Притертые клапана не должны пропускать топливо в местах уплотнения в течение 30 сек. При подтекании топлива постучать резиновым молотком по торцу клапана. Если подтекание не устраняется клапаны притереть повторно, выполнив работы 24—29.При необходимости качество притирки проверить на карандаш, для чего поперек фаски клапана на равном расстояние нанести им 6—8 черточек. Осторожно вставить клапан в седло и сильно нажав повернуть на 1/4 оборота все черточки должны быть стертыми в противном случае повторить притирку выполнив работы 24—29. При правильной притирке матовый поясок на седле головки должен начинаться у большого основания конуса седла, как показано на (рис.5)
40. Установить головку блока цилиндров на приспособление для сборки головки.
41.Завернуть в коромысла клапана регулировочный винт 5 (Рис.2)
42.Навернуть гайку 7 регулировочного винта на винт 5 не затягивая гайку 7.
43.Установить коромысла 8 клапанов в сборе на стойку коромысел.
44.Установить фиксатор коромысел на головку блока цилиндров.
45.Установить стойку коромысел в сборе с коромыслами клапанов на головку блока цилиндров.
46.Установить стопорную шайбу крепления стойки коромысел.
47.Завернуть гайки 18 (Рис.1) и крепления стойки оси коромысел. Момент затяжки гаек 42—54 Н,м 4,2—5,4 кгс.м. Головка сменная 17 мм, ключ с п.к., рукоятка динамометрическая мод.131.
48.Загнуть усики стопорной шайбы крепления стойки коромысел, молоток, зубило.
49.Снять головку блока цилиндров в сборе с приспособления и отправить ее на сборку двигателя.
Заключение
В данной работе были произведены расчеты и были рассчитаны:
-Общее число рабочих - 5;
-Расчет годового объема работ - 249026;
-Трудоемкость текущего ремонта - 3,36;
-Общая площадь зоны - 78;
-Объем работ моторного участка – 9961
Содержание
1. Юрковский И.М. и Толныгин В.А. Автомобиль КамАЗ. Устройство, техническое обслуживание, эксплуатация,1975г.
2. ОАО «КамАЗ» Руководство по ремонту и техническому обслуживанию автомобиля КамАЗ и его модификаций, 2001г.
3. Н.Н. Вищняков, В.К. Вахламов, А.Н. Нарбут и др. Автомобиль: Основы конструкции. М.: Машиностроение, 1986.
4. Осепчугов В.В., Фрумкин А. К. Автомобиль. Анализ конструкций, элементы расчета. — М.: Машиностроение, 1989.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск