Полимеры
Аппарат для литья под давлением изображен на рис.6. Процесс состоит из подачи компаундированного пластического материала в виде гранул, таблеток или порошка из бункера через определенные промежутки времени в нагретый горизонтальный цилиндр, где и происходит его размягчение. Гидравлический поршень обеспечивает давление, необходимое для того, чтобы протолкнуть расплавленный материал по цилиндр
у в форму, расположенную на его конце. При движении полимерной массы вдоль горячей зоны цилиндра устройство, называемое торпедой, способствует однородному распределению пластического материала по внутренним стенкам горячего цилиндра, обеспечивая, таким образом, равномерное распределение тепла по всему объему. Затем расплавленный пластический материал впрыскивают через литьевое отверстие в гнездо пресс-формы.
В простейшем виде пресс-форма представляет собой систему из двух частей: одна из частей движущаяся, другая — стационарная (см. рис.6). Стационарная часть пресс-формы фиксируется на конце цилиндра, а подвижная снимается и надевается на нее. При помощи специального механического устройства пресс-форма плотно закрывается, и в это время происходит вспрыскивание расплавленного пластического материала под давлением 1500 кг/см2. Закрывающее механическое устройство должно быть сделано таким образом, чтобы выдерживать высокие рабочие давления. Равномерное течение расплавленного материала во внутренних областях пресс-формы обеспечивается ее предварительным нагревом до определенной температуры. Обычно эта температура несколько ниже температуры размягчения прессуемого пластического материала. После заполнения формы расплавленным полимером ее охлаждают циркулирующей холодной водой, а затем открывают для извлечения готового изделия. Весь этот цикл может быть повторен многократно как в ручном, так и в автоматическом режиме.
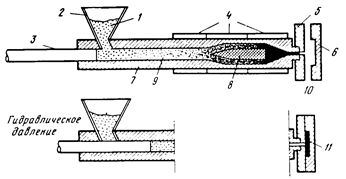
Рис 6. Схематическое изображение процесса литья под давлением
1 — компаундированный пластический материал; 2 — загрузочная воронка; 3 — поршень; 4 — электрический нагревательный элемент; 5 — стационарная часть формы;
6 — подвижная часть формы; 7 — основной цилиндр; 8 - торпеда; 9 - размягченный пластический материал; 10 — пресс-форма; 11 - изделие, сформованное методом литья под давлением
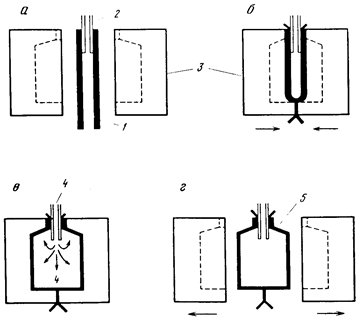
Рис.7. Схематическая диаграмма, объясняющая стадии процесса пневмоформования
а — заготовка, помещенная в открытую пресс-форму; б — закрытая пресс-форма; в — вдувание воздуха в пресс-форму; г — открывание пресс-формы. 1— заготовка;
2 - игла для подачи воздуха; 3 - пресс-форма; 4 - воздух; 5 - изделие, изготовленное методом пневмоформования
18.ПНЕВМОФОРМОВАНИЕ
Большое количество полых пластических изделий производят методом пневмоформования: канистры, мягкие бутылки для напитков и пр. Пневмоформованию могут быть подвергнуты следующие термопластичные материалы: полиэтилен, поликарбонат, поливинилхлорид, полистирол, полипропилен, акрилы, акрилонитрил, акрилонитрил-бутадиенстирольный полимер, однако по ежегодному потреблению первое место занимает полиэтилен высокой плотности.
Пневмоформование ведет свое происхождение от стеклодувной промышленности. Схема этого процесса дана на рис. 7. Горячую размягченную термопластичную трубку, называемую заготовкой, помещают внутрь полой формы, состоящей из двух частей. Когда форма закрыта, обе ее половины зажимают в один конец заготовки и иглу для подачи воздуха, расположенную на другом конце трубки. Под действием давления, подаваемого из компрессора через иглу, горячая заготовка раздувается как шар до плотного соприкосновения с относительно холодной внутренней поверхностью формы. Затем форму охлаждают, открывают и вынимают готовое твердое термопластичное изделие.
Заготовка для пневмоформования может быть получена методом литья под давлением или экструзии, и в зависимости от этого метод называют соответственно литьем под давлением с раздувкой или пневмоформованием с экструзией.
19.ЭКСТРУЗИЯ
Экструзия является одним из самых дешевых методов производства, широко распространенных пластических изделий, таких, как пленки, волокна, трубы, листы, стержни, шланги и ремни, причем профиль этих изделий задается формой выхлопного отверстия головки экструдера. Расплавленный пластик при определенных условиях выдавливают через выходное отверстие головки экструдера, что и придает желаемый профиль экструдеру. Схема простейшей экструзионной машины показана на рис.8.
В этой машине порошок или гранулы компаундированного пластического материала загружают из бункера в цилиндр с электрическим обогревом для размягчения полимера. Спиралевидный вращающийся шнек обеспечивает движение горячей пластической массы по цилиндру. Поскольку при движении полимерной массы между вращающимся шнеком и цилиндром возникает трение, это приводит к выделению тепла и, следовательно, к повышению температуры перерабатываемого полимера. В процессе этого движения от бункера к выходному отверстию головки экструдера, пластическая масса переходит три четко разделенные зоны: зону загрузки (а), зону сжатия (б) и зону гомогенизации (в) (см. рис 9).
Каждая из этих зон вносит свой вклад в процесс экструзии. Зона загрузки, например, принимает полимерную массу из бункера и направляет ее в зону сжатия, эта операция проходит без нагревания. В зоне сжатия нагревательные элементы обеспечивают плавление порошкообразной загрузки, а вращающийся шнек сдавливает ее. Затем пастообразный расплавленный пластический материал поступает в зону гомогенизации, где и приобретает постоянную скорость течения, обусловленную винтовой нарезкой шнека. Под действием давления, создаваемого в этой части экструдера, расплав полимера подается на выходное отверстие головки экструдера и выходит из него с желаемым профилем. Из-за высокой вязкости некоторых полимеров иногда требуется наличие еще одной зоны, называемой рабочей, где полимер подвергается воздействию высоких сдвиговых нагрузок для повышения эффективности смешения. Экструдированный материал требуемого профиля выходит из экструдера в сильно нагретом состоянии (его температура составляет от 125 до 350°С), и для сохранения формы требуется его быстрое охлаждение. Экструдат поступает на конвейерную ленту, проходящую через чан с холодной водой, и затвердевает. Для охлаждения экструдата также применяют обдувку холодным воздухом и орошение холодной водой. Сформованный продукт в дальнейшем или разрезается, или сматывается в катушки.
Процесс экструзии используют также для покрытия проволок и кабелей поливинилхлоридом или каучуком, а стержнеобразных металлических прутьев — подходящими термопластичными материалами.
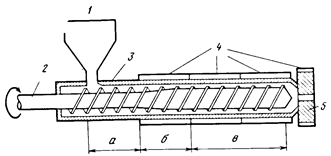
Рис 8. Схематическое изображение простейшей экструзионной машины:
1 — загрузочная воронка; 2 - шнек; 3 - основной цилиндр; 4 — нагревательные элементы; 5 — выходное отверстие головки экструдера, а) — зона загрузки; б) — зона сжатия; в) - зона гомогенизации
Другие рефераты на тему «Физика и энергетика»:
- Закон динамики вращательного движения. Скорость и энергия внешних сил. Расчет КПД
- Гидравлические сопротивления трубопроводов и гидромашин
- Изучение зрительной трубы
- Расчет резонаторного фильтра на прямых объемных магнитостатических волнах
- Анализ и моделирование методов когерентной оптики в медицине и биологии
Поиск рефератов
Последние рефераты раздела
- Автоматизированные поверочные установки для расходомеров и счетчиков жидкостей
- Энергосберегающая технология применения уранина в котельных
- Проливная установка заводской метрологической лаборатории
- Источники радиации
- Исследование особенностей граничного трения ротационным вискозиметром
- Исследование вольт-фарадных характеристик многослойных структур на кремниевой подложке
- Емкость резкого p-n перехода