Полимеры
20.ФОРМОВАНИЕ ЛИСТОВЫХ ТЕРМОПЛАСТОВ
Формование листовых термопластов является чрезвычайно важным процессом для производства трехмерных изделий из пластиков. Этим методом из листов акрилонитрилбутадиенстирола получают даже такие крупные изделия, как корпуса подводных лодок.
Схема этого процесса такова: термопластичный лист нагревают до температуры его размягчения. Затем пуансон в
прессовывает горячий гибкий лист в матрицу металлической пресс-формы (рис.9), при этом лист принимает определенную форму. При охлаждении сформованное изделие затвердевает и извлекается из пресс-формы.
В модифицированном методе под действием вакуума горячий лист засасывается в полость матрицы и принимает требуемую форму (рис. 10). Этот метод называется методом вакуумного формования.
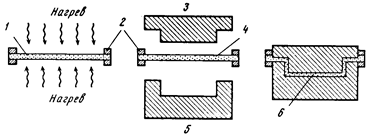
Рис. 9. Схема процесса формования листовых термопластов
1 — лист термопластического материала; 2 — зажим; 3 — пуансон; 4 — размягченный нагревом лист; 5 — матрица; 6 — изделие, полученное методом формования листовых термопластов
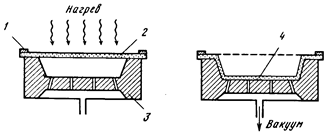
Рис.10. Схема процесса вакуумного формования термопластов
1 — зажим; 2 — лист термопласта; 3 — пресс-форма; 4 — изделие, полученное методом вакуумного формования термопластов
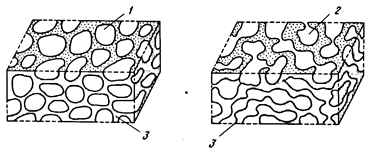 Рис.11. Схематическое изображение ячеистых структур открытого и закрытого типов, образующихся в процессе вспенивания
Рис.11. Схематическое изображение ячеистых структур открытого и закрытого типов, образующихся в процессе вспенивания
1- дискретные (закрытые) ячейки; 2 — взаимопроникающие (открытые) ячейки;
3 — стенки ячеек
21.ВСПЕНИВАНИЕ
Вспенивание является простым методом получения пено- и губкообразных материалов. Особые свойства этого класса материалов — амортизирующая способность, легкий вес, низкая теплопроводность - делают их весьма привлекательными для использования в различных целях. Обычными вспенивающимися полимерами являются полиуретаны, полистирол, полиэтилен, полипропилен, силиконы, эпоксиды, ПВХ и пр. Вспененная структура состоит из изолированных (закрытых) или взаимопроникающих (открытых) пустот. В первом случае, когда пустоты закрыты, они могут заключать в себе газы. Оба типа структур схематически представлены на рис.11.
Существует несколько методов для производства вспененных или ячеистых пластиков. Один из них заключается в том, что через расплавленный компаунд продувают воздух или азот до его полного вспенивания. Процесс вспенивания облегчается при добавлении поверхностно-активных агентов. По достижении требуемой степени вспенивания матрицу охлаждают до комнатной температуры. В этом случае термопластичный материал затвердевает во вспененном состоянии. Термореактивные жидкие форполимеры могут быть вспенены в холодном состоянии, а затем нагреты до полного их отверждения. Обычно вспенивание достигается добавлением в полимерную массу пено- или газообразователей. Такими агентами являются низкомолекулярные растворители или определенные химические соединения. Процесс кипения таких растворителей, как н-пентан и н-гексан, при температурах отверждения полимерных материалов сопровождается интенсивным процессом парообразования. С другой стороны, некоторые химические соединения при этих температурах могут разлагаться с выделением инертных газов. Так, азо-бис-изобутиронитрил термически разлагается, освобождая при этом большой объем азота. Азот, выделяющийся в полимерную матрицу в результате протекания реакции между изоцианатом и водой, также используется для производства вспененных материалов, например пены полиуретана.
Поскольку полиуретаны получают по реакции пол-иола с диизоцианатом, то для вспенивания продукта реакции необходимо добавление дополнительных небольших количеств диизоцианата и воды. Итак, большое количество паров или газов, выделяемых пено- и газообразователями, приводит к вспениванию полимерной матрицы. Полимерную матрицу во вспененном состоянии охлаждают до температур ниже температуры размягчения полимера (в случае термопластичных материалов) или подвергают реакции отверждения или сшивания (в случае термореактивных материалов), в результате матрица приобретает жесткость, необходимую для сохранения вспененной структуры. Этот процесс называется процессом стабилизации пены. Если матрицу не охлаждать ниже температуры размягчения или не сшивать, наполняющие ее газы покидают систему пор и пена коллапсирует.
Пенопласты могут быть получены в гибкой, жесткой и полужесткой формах. Для того чтобы получить изделия из пенопласта напрямую, вспенивание следует проводить непосредственно внутри пресс-формы. Пенопластовые листы и стержни также могут быть использованы для производства различных изделий. В зависимости от природы полимера и степени вспенивания плотность пенопластов может составлять от 20 до 1000 кг/см3. Использование пенопластов весьма многообразно. Например, автомобильная промышленность использует большие количества пенопластов из ПВХ и полиуретана для обивки. Большую роль эти материалы играют и при изготовлении мебели. Жесткие полистирольные пенопласты широко используются для упаковки и теплоизоляции зданий. Пенорезины и пенополиуретаны используют для набивки матрасов и пр. Жесткие пенополиуретаны также применяются для теплоизоляции зданий и для изготовления протезов.
22. АРМИРОВАНИЕ
При армировании пластической матрицы высокопрочным волокном, получают системы, называемые армированные волокном пластики (АВП). АВП обладают весьма ценными свойствами: их отличает высокое отношение прочности к весу, значительная коррозионная стойкость и простота изготовления. Методом армирования волокнами удается получать широкий круг изделий. Например, конструкторов, создателей космических кораблей при создании искусственных спутников в АВП, прежде всего, привлекает поразительно высокое отношение прочности к весу. Красивый внешний вид, небольшой вес и коррозионная стойкость позволяют использовать АВП для обшивки морских судов. Кроме того, АВП используют даже в качестве материала для танков, в которых хранят кислоты.
Остановимся теперь подробнее на химическом составе и физической природе этих необычных материалов. Как было отмечено выше, они представляют собой полимерный материал, специальные свойства которого обусловлены введением в него армирующих волокон. Основными материалами, из которых изготовляют армирующие волокна (как мелко нарезанные, так и длинные), являются стекло, графит, алюминий, углерод, бор и бериллий. Самые последние достижения в этой области связаны с использованием в качестве армирующих волокон полностью ароматического полиамида, что обеспечивает более чем 50%-ное уменьшение веса по сравнению с армированными пластиками на основе традиционных волокон. Для армирования также используются и натуральные волокна, такие, как сисал, асбест и пр. Выбор армирующего волокна, прежде всего, определяется требованиями, предъявляемыми к конечному продукту. Однако стеклянные волокна остаются и по сей день широко используемыми и до сих пор вносят основной вклад в промышленное производство АВП. Наиболее привлекательными свойствами стеклянных волокон являются низкий коэффициент термического расширения, высокая стабильность размеров, низкая стоимость производства, высокая прочность при растяжении, низкая диэлектрическая константа, негорючесть и химическая стойкость. Другие армирующие волокна используют в основном в тех случаях, когда требуются некоторые дополнительные свойства для эксплуатации АВП в специфических условиях, несмотря на их, более высокую стоимость по сравнению со стеклянными волокнами.
Другие рефераты на тему «Физика и энергетика»:
Поиск рефератов
Последние рефераты раздела
- Автоматизированные поверочные установки для расходомеров и счетчиков жидкостей
- Энергосберегающая технология применения уранина в котельных
- Проливная установка заводской метрологической лаборатории
- Источники радиации
- Исследование особенностей граничного трения ротационным вискозиметром
- Исследование вольт-фарадных характеристик многослойных структур на кремниевой подложке
- Емкость резкого p-n перехода