Проектирование двигательной установки и элементов конструкции второй ступени баллистической ракеты с ЖРД
Наиболее нагруженное сечение (характеризуется максимальными изгибающим моментом ![]() и нормальной силой
и нормальной силой ![]() ):
):
![]()
![]()
c="images/referats/12551/image738.png">
![]()
Напряжение от действия момента ![]() :
:
![]() .
.
Напряжения от действия растягивающей силы:
![]() .
.
Напряжение от перерезывающей силы:
![]() .
.
Эквивалентное нормальное напряжение:
![]() .
.
Максимальная нагрузка для материала фланца:
![]() .
.
Условие прочности:
![]() - не выполняется. Необходимо изменить геометрические параметры фланца (целесообразнее изменять ширину фланца). При
- не выполняется. Необходимо изменить геометрические параметры фланца (целесообразнее изменять ширину фланца). При ![]() условие прочности выполняется
условие прочности выполняется ![]() .
.
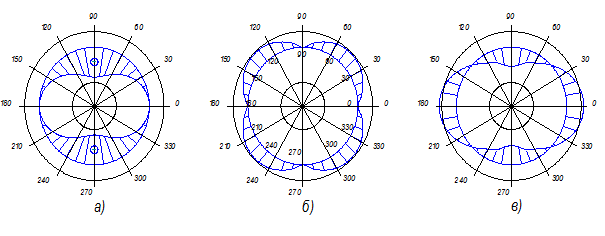
Рис 2.10 Эпюры сил и моментов действующих в вырезе под люк-лаз: а) нормальная сила; б) перерезывающая сила; в) изгибающий момент
8. Технологический процесс сборки фермы крепления ПН
Анализ служебного назначения и технологичности изделия
Ферма предназначена для крепления под оболочкой головного обтекателя полезного груза, а также передачи и равномерного распределения усилий от его веса по несущей оболочке ракеты через верхний шпангоут бака окислителя.
Так как рамы являются сильно нагруженными конструкциями, основным материалом для них является высокопрочная конструкционная сталь. Алюминиевые и магниевые сплавы применяются значительно реже. Применение титановых сплавов и композитов связано со значительными конструктивными и технологическими трудностями, хотя они и дают значительный выигрыш в весе.
Рамы представляют собой пространственную трубчатую конструкцию, работающую в основном на сжатие. Их основной конструктивный элемент — силовой треугольник из труб, связанных между собой в узлах специальными деталями, такими, как пяты и опоры.

Рис.3.1 Схема односекционной цельносварной рамы: 1- пята; 2- опора; 3- коническая законцовка трубы; 4- раскосы.
Рамы бывают цельные и секционные, что определяется особенностями сборки и их габаритными размерами. Секционные рамы не имеют силовой связи между секциями до полной сборки.
В большинстве своем рамы - это сварные конструкции. Пяты и опоры, как правило, литые или штампованные (с механически обработанными стыковочными элементами).
Основные требования, предъявляемые к рамам:
- высокая жесткость конструкции, то есть обеспечение минимальных упругих деформаций;
- высокая прочность - способность противостоять значительным статическим и динамическим (вибрация) силовым воздействиям;
- обеспечение собираемости с изделием; стыковочные геометрические параметры должны лежать в строго определенных пределах (например, непараллельность поверхности пят относительно их общей поверхности не более 0,2 мм и др.).
Технологический процесс изготовления сварных рам включает в себя:
- обработку деталей (заготовка труб, разделка концов, обработка опор, кронштейнов, косынок и др.);
- сборку и сварку узлов;
- общую сборку и сварку рамы;
- механическую обработку стыковочных мест;
- контроль геометрических параметров и испытания.
Опоры обычно выполняются из стального литья с последующей механической обработкой стыковочных мест (расточка патрубков). Часто используется сталь 08Х14Н7МЛ. Пяты чаще всего являются штампованными деталями, прошедшими механическую обработку из стали 12Х2НВ. Стальное литье проверяется рентгенографированием, штамповка проверяется магнитной порошковой дефектоскопией.
Особо ответственными элементами рамы являются трубы. Заготовки из труб подвергаются 100%-ному контролю. Трубы подвергаются термо- , пескоструйной и механической обработкам и подаются па сборку. Конические заготовки, которые нельзя сделать непосредственно из трубы, штампуются из круга и привариваются к трубе. Трубы и конусы часто изготавливаются из стали 12Х2НВФА.
Сборка является ответственным технологическим процессом, который во многом определяет геометрическую точность размеров рамы. Сборка осложняется тем, что рама является пространственной стержневой конструкцией с большим количеством сварных швов, что приводит к значительным сварочным деформациям.
Сварка рамы производится в специальном приспособлении, предназначенном для закрепления и ориентации узловых деталей, пят и опор. После их установки в приспособление проводится примерка труб, вставляемых между узлами. Трубы обрабатываются до необходимого размера и ввариваются между пятой и опорой (или между опорами); первыми выполняются кольцевые швы. Сваренную раму вынимают из приспособления; при этом неизбежно возникают сварочные деформации, исправляемые механической обработкой опор и пят в специальных приспособлениях. Пяты подвергаются обычно токарной обработке. Если рама секционная, обрабатывают одновременно все секции, используя специальное приспособление, обеспечивающее единство их баз. Опоры, как правило, фрезеруют; при этом для увеличения точности обработки увеличивают жесткость рамы, добавляя в конструкцию рамы специальные трубы-стяжки, крепящиеся на трубах рамы хомутами. При сверлении отверстий в опорах используются кондукторы, базирующиеся по предварительно фрезерованным поверхностям, а при получении отверстий в пятах кондукторы имитаторы стыковочной плоскости изделия (отсека).
Дополнительно для снятия внутренних напряжений в раме после сварки применяется термическая обработка в приспособлении для сборки.
Послесварочные деформации рамы не позволяют выдержать необходимую точность положения мест стыкования рамы с корпусом ракеты и мест присоединения камер сгорания. Поэтому в конструкции двигателя предусматривают устройства для регулирования положения опор. Если таких устройств нет, то стыковочные места механически обрабатываю с целью достижения заданной точности.
Выбор способа обработки опор зависит от величины послесварочных деформаций. Если они небольшие, то можно применить шлифование. При больших деформациях перед шлифованием целесообразно ввести операцию фрезерования. Соответствующий припуск на механическую обработку опор предусматривается при изготовлении опор, подставляемых на сборку и сварку рамы. Приспособление для фрезерования и шлифования опор может быть одно. Установка рамы на опоры может оказаться недостаточно жесткой, вследствие чего при обработке могут возникнуть нежелательные вибрации стоек. В этих случаях следует установить в приспособлении подводимые опоры к стойкам. При этом нужно следить, чтобы эти подводимые опоры не влияли при установке на основные опоры и не деформировали стойки.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды