Проектирование двигательной установки и элементов конструкции второй ступени баллистической ракеты с ЖРД
После сборки раму обмеряют, проверяют на собираемость при входном контроле (при этом допускается определенный натяг).
Все рамы в цеховых условиях проходят проверку на укомплектованность, осматриваются, проверяется качество сборки и сварки. В доступных местах все швы проверяют рентгеноконтролем, а в недоступных капиллярной дефектоскопией. Одна рама из 10 . 20 штук подвергается разрезке на ме
таллографию сварных швов.
Не реже чем раз в год одна рама из партии проходит статические испытания на специальном стенде с имитаторами изделия. Нагрузки прикладываются ступенчато до момента разрушения рамы. Рама должна разрушаться при нагрузке, значительно больше рабочей. После разрушения рамы производят выборочное металлографическое исследование сварных швов и мест разрушения.
Динамическим испытаниям рама подвергается только в период ее доводки.
Маршрутно-технологический процесс сборки фермы полезной нагрузки
|
№ операции |
Наименование операции |
Содержание операции |
Tопер, мин. |
|
001 |
Подготовка узлов. |
1. Провести визуальный осмотр на предмет отсутствия механических повреждений. 2. Свариваемые кромки деталей зачистить механическим способом (металлической щеткой, шабером, фрезой). 3. Произвести химическую обработку (травление, промывка, сушка, пассивация). |
20 60 120 |
|
005 |
Сборка опор и конических законцовок. |
1. Закрепить детали в приспособлении согласно операционной карте. 2. Проверить смещение свариваемых кромок. |
10 5 |
|
010 |
Сварка опор и конических законцовок. |
1. Установить параметры сварки согласно операционной карте. 2. Сварить опору и коническую заготовку в среде защитных газов. |
3 8 |
|
015 |
Контроль качества сварных швов |
1. Произвести визуальный контроль качества сварного шва. 2. Зачистить сварной шов. 3. Провести рентгенконтроль сварных швов. |
8 45 60 |
|
020 |
Сборка опор и раскосов |
1. Установить и закрепить нижние и верхние опоры в сборочном приспособлении. 2. Установить стержни на опорах и закрепить с помощью стяжек. |
45 60 |
|
025 |
Сварка опор и раскосов |
1. Сварку произвести ручной аргонодуговой сваркой в порядке указанном в операционной карте |
200 |
|
030 |
Термическая обработка |
1. Поместить ферму в сборочном приспособлении в муфельный шкаф. 2. Выдержать при температуре 1500С. |
10 180 |
|
035 |
Контроль качества швов |
1. Произвести визуальный контроль качества сварных швов. 2. Зачистить сварные швы. 3. Провести рентгенконтроль сварных швов. |
15 45 120 |
|
040 |
Термическая обработка |
1. Поместить ферму в сборочном приспособлении в муфельный шкаф. 2. Выдержать при температуре 3000 С. 3. Выдержать при температуре 180 С. |
5 8ч. 72ч. |
|
045 |
Фрезерование опор |
1. Установить ферму на столе торцефрезеровального станка. 2. Выровнять плоскость опор относительно плоскости фрезерования. 3. Установить параметры хода фрезы. |
8 10 5 |
|
050 |
Сверление отверстий в опорах |
1. Установить кондукторы на опорах фермы. 2. Просверлить отверстия в опорах фермы по кондуктору. |
60 |
|
055 |
Контроль. |
1. Произвести контроль геометрических параметров. 2. Провести прочностные испытания. |
60 |
|
060 |
Окраска |
1. Окрасить поверхность изделия краской. 2. Нанести номер изделия |
60 15 |
|
065 |
Контроль ОТК |
1. Оформить дело. 2. Собранный узел предъявить ОТК. 3. Передать узел на общую сборку. |
45 30 15 |

Рис.3.2 Схема сборки фермы полезной нагрузки
Конструкция сборочного приспособления
Сборка и сварка рам может, производится как из отдельных деталей, так и из деталей, предварительно соединенных в узлы. Простые рамы обычно собираются из отдельных деталей. Сложные рамы целесообразно разбивать на простые узлы и сваривать их отдельно. Это упрощает и удешевляет технологию, а также сокращает цикл сборки рамы.
Приспособления для общей сварки и сборки рам большей частью сложные, т.к. фиксаторы для удержания элементов рамы в заданном положении расположены не в плоскости, а в трехмерном пространстве.
Кроме того, эти фиксаторы должны быть сконструированы таким образом, чтобы не мешать изъятию сваренной рамы из приспособления. Для удобства сварки в некоторых случаях приспособление должно позволять поворачивать раму вокруг центральной оси, а иногда ещё и наклонять эту ось под разными углами к горизонту.
Сварка рамы сопряжена с местным нагревом ее элементов и последующим охлаждением, что порождает сварочные деформации. Эти деформации могут изменить геометрию рамы, заданную фиксаторами. Чтобы удержать стыковочные точки рамы от перемещений, вызываемых сварочными деформациями, требуются мощные фиксаторы и жесткая рама, что утяжеляет приспособление.
В некоторых случаях нет нужды удерживать элементы от перемещений, т.к. при этом силы, порождающие перемещения, будут действовать на не вполне оформившиеся и горячие сварные швы, вызывая в них разрывы и трещины.
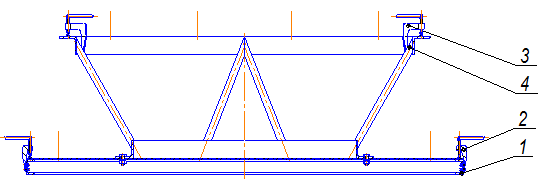
Рис.3.3 Сборочное приспособление фермы полезной нагрузки: 1- основание; 2- нижняя струбцина; 3- верхняя струбцина; 4- рама
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды