Сцепление трансмиссии
На рис. 2б показаны способы перемещения мундштука горелки по шву.
Способ 1, при котором пламя периодически отводится в сторону, применять при газовой сварке не рекомендуется, так как при этом возможно окисление расплавленного металла кислородом воздуха. Способ 2 - по спирали и способ 3 - полумесяцем рекомендуются при сварке металла средней толщины, способ 4 - при сварке тонких листов.
П
рисадочной проволокой можно совершать такие же колебательные движения, но в направлении, обратном движениям конца мундштука горелки.
Конец присадочной проволоки не рекомендуется извлекать из сварочной ванны, особенно из восстановительной зоны пламени. Движения, совершаемые концом мундштука горелки и концом присадочной проволоки в процессе сварки, зависят от положения шва в пространстве, толщины свариваемого металла, рода металла и требуемых размеров сварного шва.
Для сварки швов в нижнем положении наиболее распространено движение полумесяцем.

Рис. 3. Способы сварки: а - левый способ, б - правый способ
В практике различают два способа сварки: правый и левый.
Левым способом газовой сварки (рис. 3а) называется такой способ, при котором сварка производится справа налево, сварочное пламя направляется на еще несваренные кромки металла, а присадочная проволока перемещается впереди пламени. Этот способ применяется при ремонтной газовой сварке кронштейна и он наиболее распространен и применяется при сварке тонких и легкоплавких металлов. При левом способе сварки кромки основного металла получают предварительный подогрев, что обеспечивает хорошее перемешивание сварочной ванны. При этом способе сварщик хорошо видит свариваемый шов, поэтому внешний вид шва лучше, чем при правом способе.
Правым способом сварки (рис. 3б) называется такой способ, когда сварка производится слева направо, сварочное пламя направляется на сваренный участок шва, а присадочная проволока перемещается вслед за горелкой. Мундштуком горелки при правом способе выполняют незначительные поперечные колебания. Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха и замедленное охлаждение металла шва в процессе кристаллизации. Качество шва при правом способе выше, чем при левом. Тепло пламени рассеивается меньше, чем при левом способе. Поэтому при правом способе сварки угол разделки шва делается не 90°, а 60-70°, что уменьшает количество наплавляемого металла и коробление изделия.
Правый способ экономичнее левого, производительность сварки при правом способе на 20-25% выше, а расход газов на 15-20% меньше, чем при левом. Правый способ целесообразно применять при сварке деталей толщиной более 5 мм и при сварке металлов с большой теплопроводностью. При сварке металла толщиной до 3 мм более производительным является левый способ.
Мощность сварочной горелки для стали при правом способе выбирается из расчета 120-150 дм3/ч ацетилена, а при левом 100-130 дм3/ч ацетилена на 1мм толщины свариваемого металла.
Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки. При левом способе сварки диаметр присадочной проволоки d = s/2+1мм, а при правом d = s/2мм, где s - толщина свариваемого металла (мм).
Подготовка детали под сварку
Подготовка детали к сварке состоит в очистке, выравнивании, разметке, резке.
Очищение кромок и прилегающей зоны (на ширину 20-30 мм с каждой стороны) от ржавчины, краски, окалин, масла и других загрязнений до металлического блеска – выполняют щетками, пламенем, а при ответственных соединениях используют травление, обезжиривание, пескоструйную обработку. Выравнивание используют для деталей, которые имеют вмятины, выпуклости, волнистость, искривление и др.
Листовой, сортовой прокат выпрямляют в холодном состоянии ручным и машинным способом. Сильно деформированный металл выпрямляют в горячем состоянии. Для выпрямления используют молотки, прессы, правильные машины.
Сварочная горелка ГС-3 (инжекторная)
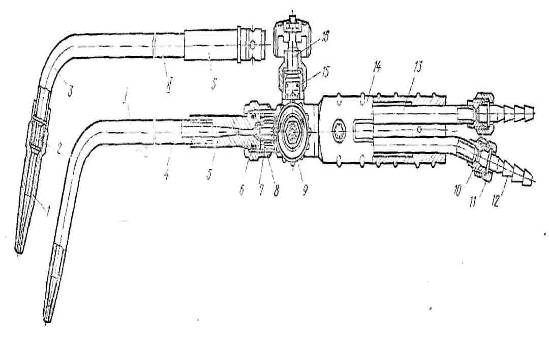
1 - мундштук, 2 - ниппель мундштука, 3 - трубка горючей смеси, 4 - трубчатый мундштук,
5 - камера смесительная, 6 - кольцо резиновое уплотнительное, 7 - инжектор, 8 - гайка накидная, 9 - вентиль ацетиленовый, 10 - штуцер, 11 - гайки накидные, 12 - ниппель шланговый,
13 - трубка, 14 - рукоятка, 15 - сальниковая набивка вентилей (резиновое кольцо), 16 - вентиль кислородный
Сварочная горелка ГС-1 (безинжекторная)

1 – наконечник, 2 – дозирующий канал, 3 – корпус, 4 – регулировочные вентили, 5 – игольчатый шпиндель, 6 – ствол
Кислородный и ацетиленовый баллоны

Газ для газовой сварки и резки поставляют в стальных баллонах.
Баллон представляет собою стальной цельнотянутый цилиндрический сосуд 3, имеющий выпуклое днище 1, на которое напрессовывается башмак 2, вверху баллон заканчивается горловиной 4. В горловине имеется конусное отверстие, куда ввертывается запорный вентиль 5.
На горловину для защиты вентиля навертывается предохранительный колпак 6
а) кислородный баллон;
б) ацетиленовый баллон.
Кислородом заполняют баллон до давления 150 ат. Баллон вместимостью 40 дм³ при давлении 150 ат. вмещает кислорода 40х150=6000 дм³, или 6 м³. Полностью выпускать кислород нельзя, потому что на заводе, где заполняют баллон, проверяют состав газа, который был в нем.
Ацетиленовые баллоны заполнение пористой массой (древесный уголь, пемза, инфузорная земля и др.), которая необходима для безопасного хранения ацетилена под давлением. Эту массу заполняют ацетиленом (225-300 г на 1 дм³ вместимости баллона), который растворяет ацетилен. Один объем ацетона растворяет 23 объема ацетилена. Давление растворенного ацетилена в наполненном баллоне не должно превышать 1,9 МПа при температуре 20̊ С.
При отборе ацетилена с баллона частично выходит и ацетон (30-40 г на 1 дм³ ацетилена). Для уменьшения его потерь нельзя отбирать ацетилен со скоростью больше 1700 дм³/час. Остаточное давление должно составлять 0,05-0,1 МПа. При работе ацетиленовые баллоны должны находится в вертикальном положении. Выпускают баллоны малого – до 12 л и среднего объема – от 20 до 50 л с рабочим давлением до 20 МПа (200кгс/см³).
Кроме баллонов вместимостью 40 л, серийно выпускают ацетиленовые малолитражные баллоны вместимостью 5 и 10 л с содержанием ацетилена соответственно 0,8 и 1,8 кг.
Технические характеристики баллонов
|
Параметры |
Кислородный |
Ацетиленовый |
|
Граничное рабочее давление, МПа |
15,0 |
1,6 |
|
Испытательное давление, МПа |
22,5 |
3,0 |
|
Состояние газа в баллоне |
Сжатое |
Растворенное |
|
Цвет баллона |
Голубой |
Белый |
|
Надпись |
«Кислород» |
«Ацетилен» |
|
Цвет надписи |
Черный |
Красный |
|
Количество газа в баллоне, л |
6000 |
5520 |
|
Вместимость, л |
40 |
40 |
|
Размеры (высота*диаметр*толщина), мм |
1390*219*8 |
1390*219*7 |
|
Вес, кг (без газа) |
67 |
52 |
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск