Сцепление трансмиссии
Области применения и способы газовой сварки
Газовая сварка относится к группе сварки плавлением. Метод газовой сварки прост, не требует сложного оборудования и источника электрической энергии. К недостаткам газовой сварки относятся меньшая скорость и большая зона нагрева, чем при дуговой сварке.
Газовую сварку применяют при изготовлении и ремонте изделий из тонколистовой стали
толщиной 1-3 мм, монтаже труб малого и среднего диаметров, сварке соединений и узлов, изготовляемых из тонкостенных труб, сварке изделий из алюминия и его сплавов, меди, латуни и свинца, сварке чугуна с применением в качестве присадки чугунных, латунных и бронзовых прутков, наплавке твердых сплавов и латуни на стальные и чугунные детали.
Газовой сваркой могут соединяться почти все металлы и сплавы, применяемые в настоящее время в промышленности. Наиболее широкое применение газовая сварка получила при строительно-монтажных работах, в сельском хозяйстве и при ремонтных работах.
Ремонт выполняется газовой сваркой, толщина кронштейна 2мм, состоит из низкоуглеродистой стали (Ст3) - эта сталь относится к хорошо свариваемой.
Присадочную проволоку берем - Св-08, Св-08А, ø проволоки - 1,5мм, горючий газ - ацетилен.
Для выполнения сварочных работ необходимо, чтобы сварочное пламя обладало достаточной тепловой мощностью. Сварочное пламя образуется при сгорании горючего газа в кислороде. Пламя нагревает и расплавляет основной и присадочный металл в месте сварки. Наибольшее применение в газовой сварки нашло кислородно-ацетиленовое пламя, так как оно имеет высокую температуру (3150 ̊С) и обеспечивает концентрированный нагрев. От состава горючей смеси (соотношение кислорода и горючего газа) зависят внешний вид, температура и влияние сварочного пламя на расплавленный металл. Изменяя состав горючей смеси – изменяются основные параметры сварочного пламя. Мощность пламени горелки определяется количеством ацетилена, проходящего за один час через горелку, и регулируется наконечниками горелки.
Виды горелок для ацетиленокислородной сварки: инжекторные (ГС-1, Г2, Г3), безинжекторные (Г1).
Номера мундштуков бывают: 000, 00, 0, 1, 2, 3, 4, 5, 6, 7, 8, 9.

Технические характеристики мундштуков горелок
|
Параметры |
Номер мундштука | |||||||||||
|
000 |
00 |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 | |
|
Толщина стали, мм |
До 0,1 |
0,1-0,2 |
0,2-0,5 |
0,5-1 |
1-2 |
2-4 |
4-7 |
7-11 |
11-17 |
17-30 |
30-50 |
>50 |
Мощность пламени выбирается в зависимости от толщины свариваемого металла и его свойств. Количество ацетилена в час, необходимое на 1 мм толщины свариваемого металла, устанавливается практикой. При сварке низкоуглеродистой стали на 1 мм толщины сварочного металла требуется 100-130 дм³ ацетилена в час. Чтобы узнать требуемую мощность пламени. Надо умножить удельную мощность на толщину свариваемого металла в мм.
Пример. Для ремонтной сварки кронштейна из низкоуглеродистой стали толщиной 2мм минимальная мощность сварочной горелки составит 100х2 = 200 дм3/ч, наибольшая – 130х2 = 260 дм3/ч.
Сварку выполняют горелкой ГС-3, либо ГС-2 с наконечником №2.
Для сварки различных металлов требуется определенный вид пламени. Виды сварочного пламени: нормальное, окислительное, науглероживающее. Газосварщик регулирует и устанавливает вид сварочного пламени на глаз.
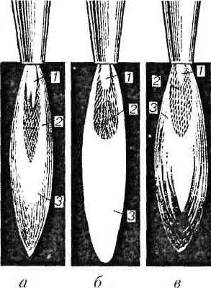
Рис. 1 Виды сварочного пламени
а) окислительное, б) нормальное, в) науглероживающее
При ремонтной сварке кронштейна используют нормальное пламя, а для его получения, отношение кислорода к горючему газу должно быть 1,1-1,2 (для ацетилена).
При ручной сварке сварщик держит в правой руке сварочную горелку, а в левой - присадочную проволоку. Пламя горелки сварщик направляет на свариваемый металл так, чтобы свариваемые кромки находились в восстановительной зоне на расстоянии 2-6 мм от конца ядра. Сварочное пламя имеет 3 ярко различаемые зоны: ядро, восстановительная зона, факел.

Конец присадочной проволоки должен находиться в восстановительной зоне или в сварочной ванне.
Скорость нагрева регулируется изменением угла наклона мундштука к поверхности свариваемого металла (рис. 2а). Величина угла выбирается в зависимости от толщины и рода свариваемого металла. Чем толще металл и больше его теплопроводность, тем больше угол наклона мундштука горелки к поверхности свариваемого металла. В начале сварки, для лучшего прогрева металла угол наклона устанавливают больше, затем по мере прогрева свариваемого металла его уменьшают до величины, соответствующего данной толщине металла, а в конце сварки постепенно уменьшают, чтобы лучше заполнить картер и предупредить пережог металла.
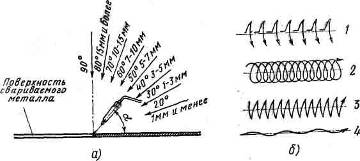
Рис 2. Угол наклона и способы перемещения мундштука горелки;
а - график угла наклона мундштука горелки, б - способы перемещения мундштука горелки.
Зависимость угла наклона мундштука от толщины металла
|
Толщина металла, мм |
До 1 |
1-3 |
3-5 |
5-7 |
7-10 |
10-15 |
>15 |
|
Угол наклона мундштука, град. |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
Рукоятка горелки может быть расположена вдоль оси шва или перпендикулярно к нему. То или иное положение выбирается в зависимости от условий (удобства) работы газосварщика, чтобы рука сварщика не нагревалась теплом, излучаемым нагретым металлом.
В процессе сварки газосварщик концом мундштука горелки совершает одновременно два движения: поперечное - перпендикулярно к оси шва и продольное - вдоль оси шва. Основным является продольное движение. Поперечное движение служит для равномерного прогрева кромок основного и присадочного металла и получения шва необходимой ширины.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск