Техническое обслуживание и ремонт автомобиля Газ-3110
Рп- количество рабочих одновременно работающих на посту
Определяем количество универсальных постов ТО
Хп= Тп =93,5 = 9,5, округляем =9 постов
Rпр 9,8
Расчет площади участка по ремонту подвески автомобиля ГАЗ-3110
По площади занимаемой оборудованием
Fц =fоб *Кп = 10,75 *1,6= 17,2 м2
fоб - площадь занимаемая оборудованием
Кп - коэффициент плотности Кп=1,6
3. О
рганизационная часть
3.1. Участок
Технологическая планировка производственного участка представляет собой план расстановки технологического оборудования, производственного инвентаря, подъёмно-транспортного и прочего оборудования и является технической документацией проекта, по которой расставляется и монтируется оборудование.
К технологическому оборудованию относятся стационарные и переносные станки, стенды, приборы, приспособления и производственный инвентарь (верстаки, стеллажи, столы, шкафы).
В соответствии с заданием осуществляем технологическую планировку слесарно-механического участка.
Принимаем согласно [1] технологическое оборудование для слесарно-механических работ и производим оценку механизации –уровня механизации и степени механизации. Базой для определения этих показателей является совместный анализ операций технологических процессов и оборудования, применяемого при выполнении этих операций.
Уровень механизации (У) определяется процентом механизированного труда в общих трудозатратах:
У=100Тм/То, (3.1)
где Тм –трудоёмкость механизированных операций процесса из применяемой технологической документации, чел∙мин;
То –общая трудоёмкость всех операций.
Уровень механизации равен:
У=100∙5,851/9,917=59%.
Степень механизации (С) определяется процентом замещения рабочих функций человека применяемым оборудованием в сравнении с полностью автоматизированным технологическим процессом согласно [4, c.65]:
С=100∙М/(Ч∙Н), (3.2)
М=Z1∙M1+ Z2∙M2+ Z3∙M3+ Z3,5∙M3,5+ Z4∙M4, (3.3)
где Ч –максимальная звенность для АТП;
Н –общее число операций;
Z1…Z4 –звенность применяемого оборудования, равная соответственно 1…4;
М1…М4 –число механизированных операций с применением оборудования со звенностью Z1…Z4.
Степень механизации С равна:
С=100∙8/(4∙10)=20%.
Согласно рекомендациям [3] принимаем наименование механизированных операций и трудоёмкости ремонта. Для удобства результаты вычислений заносим в таблицу 3. Согласно рекомендациям [4] принимаем следующее оборудование для слесарно-механического участка:
-верстак 850´1350, S=1,15 м2 – 1 шт.;
-стеллаж для деталей 2000´500 мм, S=1 м2 - 1 шт;
-ванна моечная 600´800 мм , S=0,48 м2;
-станок настольно-сверлильный 600´830 мм, S=0,5 м2;
-станок 1К62 2812´1181 мм, S=3,32 м2;
-шкаф для инструментальщиков 455´555 мм, S=0,25 м2 –1 шт.;
Суммарная площадь оборудования равна:
fоб=1,15+1+0,25+0,48+0,5+3,32=6,7 м2.
Площадь слесарно-механического участка согласно формуле (2.18) равна:
Fсл-мех=6,7∙3=20,1 м2; (F’сл-мех=18 м2, п. 2.2.2.).
3.2. Неисправности
3.3. ТО подвесок
Ступица 1 переднего колеса вращается на двух радиально-упорных конических роликовых подшипниках 24 и 25, установленных на цапфе кронштейна 23 поворотного кулака 4. Наружные кольца подшипников запрессованы в ступицу, а внутренние ставятся на цапфу с небольшим зазором. Сделано это для того, чтобы кольца постепенно проворачивались и не работали одной стороной, а также для того, чтобы можно было обеспечить нормальную затяжку подшипников при регулировке. Туго посаженные кольца работают одной стороной и быстрее выходят из строя, поэтому не допускается стопорить кольца на цапфе.
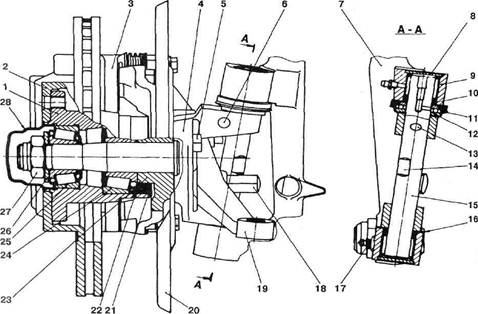
Рис. 339. Поворотный кулак со стойкой, кронштейном и ступицей: 1 - ступица; 2 - дискыпормоза; 3 - скоба тормоза; 4 - поворотный кулак; 5 - болт; 6 - стопорный штифт; 7 - стойка; 8 - заглуш 9 - игольчатый подшипник; 10 - резиновые уплотпительные кольца; 11 - уплотнитель упорного подшипника; 12 - упорный шариком подшипник; 13 - лыска под штифт; 14 - лыска под ключ; 15 - шкворень; 16 - регулировочные прокладки; 17 - прессмасленка; 18 ■ ограш чител ь поворота; 19 - поворотный рычаг; 20 - щит тормоза; 21 - манжета; 22 - упорная шайба; 23 - кронштейн с цапфой; 24 - внутри иий роликовый подшипник; 25 - наружный роликовый подшипник; 26 - упорная шайба; 27 - гайка; 28 - колпак ступицы
Амортизаторы установлены внутри пружин подвески. В нижний конец амортизатора запрессован резиновый шарнир, ось которого прикреплена двумя болтами к опорной чашке пружины. Верхний конец штока амортизатора крепится через резиновые подушки к верхней штампованной головке поперечины № 2, на которой закреплена ось верхних рычагов. Амортизаторы снимаются с автомобиля без нарушения углов установки передних колес.
Верхний конец пружины подвески опирается на штампованную головку поперечины № 2 через резиновую шайбу с отбортовкой, предназначенную для уменьшения передачи на кузов шума и вибраций.
Для уменьшения крена автомобиля на поворотах установлен стабилизатор поперечной устойчивости (рис. 340). Штанга 5 стабилизатора изготов на из пружинной стали и выполнена в виде стержш с загнутыми концами. Средняя часть штанги стаби лизатора прикреплена к лонжеронам рамы с помо! Шью резиновых втулок 2 и обойм 1. Концы штанп стабилизатора соединены с опорными чашками щ жины через стойки 10 и резиновые подушки б и II Для повышения жесткости крепления передне! подвески служит растяжка 18, установленная меж ду поперечиной рамы и балкой передней подвеса

Рис. 340. Стабилизатор и растяжка к передней подвеса 1 - обойма; 2 - резиновая втулка; 3 - болт с гайкой; 4 ■ щ штейн; 5 - штанга; 6 - верхняя резиновая подушка; 7- чаштМ 16 - гайка; 9 - поперечина подвески; 10 - стойка; 11 - иижпщ зиновая подушка; 12 - растяжка; 13 - контргайка; 14 ■ тщ нормировочная скоба; 15 - шайба
3.4. Схема разборки
Передняя подвеска автомобиля ГАЗ-3102 (рис. 336) - независимая, шкворневая, пружинная, рычажная (с поперечным расположением рычагов), с двумя телескопическими амортизаторами двухстороннего действия; смонтирована на съемной поперечине и представляет собой самостоятельный узел.
Для поглощения и уменьшения дорожных вибраций рычаги подвески соединены с осями, закрепленными на поперечине рамы, через резиновые втулки б и 9, не требующие смазки. В резиновые втулки запрессованы распорные втулки, которые зажимаются на верхних осях гайками 3, а в нижних-пальцами 8 с самотормозящей резьбой. Качание рычагов происходит только за счет деформации резиновых втулок без проскальзывания между резиной и металлом, а также без поворота металлических распорных втулок на оси, для чего гайки 3 и пальцы 8 должны быть затянуты моментом 12-20 даН#м (12-20 кгсм). При слабой затяжке и проворачивании распорных втулок или при проскальзывании резиновых втулок шарнирное соединение работает неправильно и быстро изнашивается.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск