Расчет авторемонтного предприятия
В результате дефекации и сортировки деталей выясняется возможность их последующего использования в агрегате или узле, определяется объем и характер восстановительных работ, и количество новых потребных деталей.
Восстановление деталей является основным видом работ на ремонтном предприятии. Сборка узлов и агрегатов, как и восстановление деталей, представляет собой важнейшее условие обеспечени
я необходимого качества ремонта при оптимальных производственных затратах. На сборку детали подаются комплектами. Комплектование деталей выполняют комплектовочные отделения. Сборку двигателей производят на поточных линиях других агрегатов — на специализированных постах.
Испытания агрегатов и узлов проводятся с целью проверки качества их сборки и соответствия выходных характеристик требованиям технических условий на ремонт, а также для обеспечения предварительной приработки подвижно сопряженных деталей.
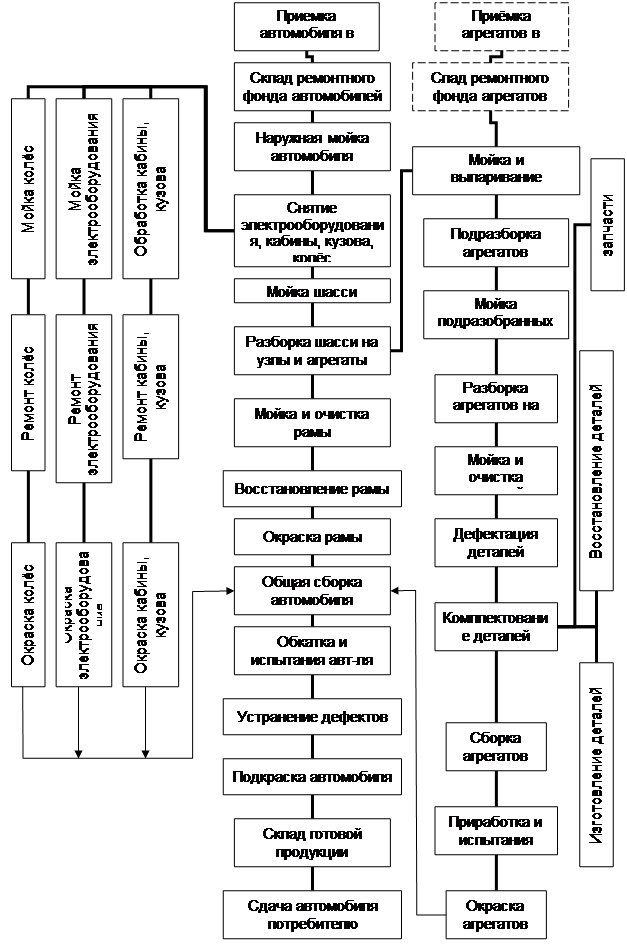
Окраска отремонтированных агрегатов и узлов производится, как правило, после испытания и устранения дефектов перед общей сборкой автомобиля. Окраску платформы и кабины выполняют сразу после восстановления: колеса окрашивают до сборки (шиномонтажных работ). Поле испытаний и окраски агрегаты и узлы предъявляют представителю отела технического контроля. Отремонтированные агрегаты и узлы в последующем направляют на общую сборку автомобиля через промежуточные цеховые кладовые или минуя их.
Третьим этапом технологического процесса капитального ремонта автомобиля является общая сборка. Общая сборка ведется из отремонтированных агрегатов и узлов на специализированных постах или на поточных линиях. После общей сборки автомобиль заправляют топливом и подают на испытания, представляющие собой четвертый этап технологического процесса капитального ремонта. Испытания проводятся пробегом или на испытательных стендах с беговыми барабанами. Во время испытаний производятся необходимые регулировки и устраняются обнаруженные неисправности. Поле испытаний дорожных условиях автомобиль подвергают мойке. При обнаружении в ходе испытаний неисправностей, не устранимых регулировкой, автомобиль направляют на пост устранений дефектов. Полностью исправный автомобиль при необходимости подкрашивают и сдают представителю отдела технического контроля или непосредственно заказчику.
Рис.3 Схема КР машины
1.3 Расчет производственной программы ремонтного предприятия
1.3.1 Годовой фонд времени рабочего
Номинальный, для всех специальностей цеха, ч.:
Фн.р.=[К-(В+П)]tсм-Пр=[365-(104+8)]·8,2-3=2071,6 ч
Где К=365 — количество календарных дней в году;
В=104 — количество выходных дней в году;
П=8 — количество праздничных дней в году;
tсм=8,2 — продолжительность рабочей смены, ч;
Пр=3 — количество часов на которые сокращается рабочий день в праздничные дни.
Действительный, ч:
Фд.р.=( Фн.р.-to·tсм)·β
Где to — продолжительность отпуска, дней;
β — коэффициент, учитывающий потери рабочего времени по уважительным причинам.
Для гальваника и термиста:
Фд.р.=(2071,6-18·8,2)∙0,97=1866,28 ч.
Для кузнеца и сварщика:
Фд.р.=(2071,6-24∙8,2)∙0,92=1724,82 ч.
Расчёты по определению фондов времени рабочих по профессиям в проектируемом цехе сводим в табл. 1.
Таблица 1
Фонды времени рабочих по профессиям
|
Профессия |
Длительность |
Коэфф.учит.потери раб.времени β |
Год.фонд раб. Времени, ч | ||
|
Раб.смены, ч |
Отпуска, дней |
номинальный |
действительный | ||
|
Гальваник и термист |
8,2 |
18 |
0,97 |
2071,6 |
1866,28 |
|
Кузнец и сварщик |
8,2 |
24 |
0,92 |
1724,82 | |
1.3.2 Годовой фонд времени рабочего поста
Фр.п.=Фн.р.∙m∙у
Где m=1 — количество рабочих одновременно работающих на посту;
у=2 — количество смен работы поста.
Для гальваника и термиста:
Фр.п.=1866,28∙1∙2=3732,56 ч.
Для кузнеца и сварщика:
Фр.п.=1724,82∙1∙2=3449,63 ч.
1.3.3 Годовой фонд времени работы оборудования
Номинальный, ч:
Фн.о.=[К–(В+П)]∙tсм∙у–Пр=[365–(104+8)]∙8,2∙2–3=4146,2 ч.
Действительный, ч:
Фд.о.=Фн.о.∙ ηо=4146,2∙0,97=4021,81 ч.
Где ηо=0,97 — коэффициент использования оборудования по времени.
Расчеты по определению фондов времени поста и оборудования сводим в таблицу 2.
Таблица 2
Фонды времени поста и оборудования
|
Профессия рабочего |
Фонд времени рабочего поста, Фр.п. |
Фонд времени оборудования, ч | |
|
Номинальный, Фн.о. |
Действительный, Фд.о. | ||
|
Гальваник и термист |
3732,56 |
4146,2 |
4021,81 |
|
Кузнец и сварщик |
3449,63 | ||
1.3.4 Определение годового объема работ
Годовая трудоёмкость основной ремонтной продукции на специализированном ремонтном предприятии:
Тг=Тн∙αпр∙N=677∙0,982∙2300=1529072,2 чел∙ч.
где Тн=677 чел∙ч — нормативная трудоемкость КР одного изделия;
αпр=0,982 — коэффициент, учитывающий изменения трудоемкости ремонта изделия в зависимости от годовой программы предприятия, αпр ищем интерполяцией
αпр=1,0–3∙0,006=0,982, αпр=0,94+7∙0,006=0,982;
N=2300 шт — принятая производственная программа предприятия.
Зная годовую трудоемкость ремонтного предприятия, определяем годовую трудоемкость по каждому цеху основного производства, причем для проектируемого цеха годовая трудоемкость рассчитывается по каждому отделению, участку и виду работ:
Тр=Тг∙К/100, чел∙ч.
Где К — трудовые затраты, приходящиеся на цех, отделение, участок, вид работ, от общей трудоемкости АРП, %.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск