Разработка технологического процесса изготовления передней крышки водомасляного радиатора
![]() - по [4. c.264 т.9].
- по [4. c.264 т.9].
Следовательно:

1.7. Мощность резания Nрез, кВт [4. c.290]:
 кВт
кВт
1.8. Проверяем достаточность мощности двигателя у станка:
![]() , т. е. обработка возможна.
, т. е. обработка возможна.
2. Штучное время.
Тшт = То+ Тв + Тобс + Тотд , где
То – основное машинное время, мин:
То = Lрх/Sм, [1. c.46] где,
Lрх – длина рабочего хода.
Lрх =L + y =105 + 68 = 173 мм, где
L – длина обрабатываемой поверхности;
y – величина врезания и перебега инструмента, y = 20мм по [6. с.194].
![]()
Тв - вспомогательное время, время на установку и снятие деталей,
Тв = 50% То = 0,5·0,6 = 0,3мин [1. с.42].
Топ = То + Тв = 0,6+0,3 = 0,9 мин, где Топ – оперативное время [1. с.42].
Тобс – обслуживаемое время, Тобс = 5% Топ = 0,05 ·0,9 = 0,05 мин [1. с.42].
Тотд - время перерывов на отдых и личные надобности,
Тотд = 6% Топ = 0,06·0,9 = 0,05 мин [1. с.42].
Тшт = То + Тв + Тобс + Тотд = 0,6+0,3+0,05+0,05=1 мин.
9 Расчет металлорежущего инструмента
Сверло-зенковка.
Обработка производится на вертикально-сверлильном станке модели 2Н150.
Заготовка крепится в приспособлении. Материал рабочей части сверла и зенковки – Р6М5 по ГОСТ 19265-73, материал хвостовика – сталь 45. Делать сверло-зенкер целиком из инструментального материала невыгодно, поэтому для уменьшения себестоимости инструмента хвостовая часть изготавливается из более дешевой конструкционной стали. Выбор материала режущей части обусловлен видом обрабатываемого материала и необходимой точностью обрабатываемой поверхностью.
Расчет:
1. Определение наружного диаметра сверла D.
Для сверления отверстия диаметром d = 6,7 мм принимаем диаметр сверла равным D = 6,7 мм ГОСТ 10903-77 [4. c.148 т.42].
Для снятия фаски с = 1,6×45º принимаем диаметр зенковки равным D = 10 мм ГОСТ 12489-71 [4. c.153 т.47].
2. Определяем режим резания.
Сверление
![]() ,
,
где D=6,7 мм – диаметр инструмента,
![]() -
-
поправочный коэффициент [4. с.276], ![]() nv=1,3; HB=190 ; [4.с262.т.1-2].
nv=1,3; HB=190 ; [4.с262.т.1-2].
![]() [4. с.263 т.6],
[4. с.263 т.6], ![]() [4. с280 т.31], T=25 мин [4. с280 т.30]– период стойкости инструмента , S=0,1 мм/об [4. с277 т.25] - подача, Cv, q, m, y – различные коэффициенты определяемые по [4.с.278.т.28]: Cv=14,7; q=0,25; m=0,125; y=0,55.
[4. с280 т.31], T=25 мин [4. с280 т.30]– период стойкости инструмента , S=0,1 мм/об [4. с277 т.25] - подача, Cv, q, m, y – различные коэффициенты определяемые по [4.с.278.т.28]: Cv=14,7; q=0,25; m=0,125; y=0,55.
![]() м/мин.
м/мин.
Зенкование
![]() , где
, где
t = 0,5(D-d) = 0.5(10-6,7) = 1,6 мм – глубина резания;
D=10 мм, S=0,7 мм/об [4. с277 т.26], Т=30 мин [4. с280 т.30], Cv=16,3; q=0,3; m=0,3; y=0,5; х=0,2 [1.с.279.т.29].
![]() м/мин
м/мин
Частота вращения шпинделя n, об/мин [1.с.280]
Сверление
![]() об/мин
об/мин
Зенкование
![]() об/мин
об/мин
Выбираем лимитирующую частоту вращения ![]() об/мин, корректируем ее по паспорту станка
об/мин, корректируем ее по паспорту станка ![]() об/мин.
об/мин.
Следовательно, действительная скорость резанья Vдейс., м/мин равна:
Сверление
![]() м/мин.
м/мин.
Зенкование
![]() м/мин.
м/мин.
Выбираем лимитирующую подачу S=0,1 мм/об
Осевая сила резания Pо, Н [4. с.277]:
Сверление
P0=10·Cp·Dq·Sy·Kp ;
где Cр=42,7; q=1; y=0,8; - по [4. c.281 т.32]
![]() - по [4. c.264 т.9].
- по [4. c.264 т.9].
Следовательно:
P0=10·Cp·Dq·Sy·Kp =10·42,7·6,71·0,10,8·1,0=725,64 H;
Зенкование
P0=10·Cp·tх·Sy·Kp ;
где Cр=23,5; х=1,2; y=0,4; - по [4. c.281 т.32]
![]() - по [4. c.264 т.9].
- по [4. c.264 т.9].
Следовательно:
P0=10·Cp·tх·Sy·Kp =10·23,5·1,61,2·0,10,4·1,0=208,02 H;
Крутящий момент Мкр, Н·м [4.с.277]:
Сверление
Mкр=10·Cm·Dq·Sy·Kp ;
где Cм=0,021; q=2; y=0,8; - по [4. c.281 т.32]
![]() - по [4. c.264 т.9].
- по [4. c.264 т.9].
Следовательно:
Mкр=10·Cm·Dq·Sy·Kp =10·0,021·6,72·0.10,8·1,0=4,4 Н·м
Зенкование
Mкр=10·Cm·Dq· tх·Sy·Kp ;
где Cм=0,085; q=0,85; x=0,75; y=0,8; - по [4. c.281 т.32]
![]() - по [4. c.264 т.9].
- по [4. c.264 т.9].
Следовательно:
Mкр=10·Cm·Dq· tx·Sy·Kp =10·0,085·100,85·1,60,75·0.10,8·1,0=2,17 Н·м
1.Определяем номер конуса хвостовика.
dср= ![]() ;
;
Следовательно по ГОСТ 2557-82 выбираем ближайший больший конус, т.е. конус Морзе № 0 со следующими основными конструктивными размерами: D1=9,045 мм, d2=6,1, l4=59,5 мм.
4. Определяем длину сверла-зенковки.
Общую длину сверла-зенковки L, длину рабочей части сверла l1, длину рабочей части зенковки l2, длину хвостовика lх, длину шейки lш принимаем по ГОСТ 10903 – 77, ГОСТ 12489-71 и в соответствии с длиной обрабатываемой поверхности.
L = l1 + l2 + lх + lш = 30 + 16 + 59,5 + 3 = 108,5 мм.
5. Определяем геометрические и конструктивные параметры рабочей части сверла.
Форму заточки принимаем ДП (двойная с подточкой перемычки) [4. c.151 т.43]. Угол наклона винтовой канавки ω = 30°. Углы между режущими кромками: 2φ = 118°; 2φо = 70°, b = 2 мм. Задний угол α = 16°. Угол наклона поперечной кромки ψ = 55°. Размеры подточенной части перемычки: a = 1 мм, l = 2 мм [4. c.151 т.44]. Шаг винтовой канавки:
H = π × D/tg ω = 3,14 × 6,7/tg30° = 36,44 мм.
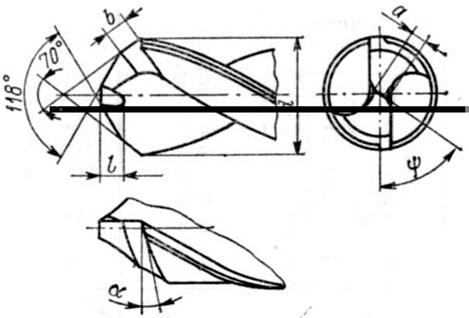
Рис. 5 Форма и размеры заточки вершины сверла
Толщину сердцевины сверла выбираем в зависимости от диаметра сверла. Для сверла диаметром D = 6,7 мм толщину сердцевины у переднего конца принимаем:
dс = 0,14 × D = 0,14 × 6,7 = 0,94 мм [5. c.123].
Утолщение сердцевины по направлению к хвостовику 1,4 – 1,8 мм на 100 мм длины рабочей части сверла. Принимаем это утолщение равным 1,5 мм.
Обратную конусность сверла (уменьшение диаметра по направлению к хвостовику) на 100 мм длины рабочей части для сверла диаметром D = 6,7 мм принимаем равной 0,09 мм [5. c.124].
Другие рефераты на тему «Производство и технологии»:
- Буровые, промывочные и тампонажные растворы
- Классификация лесных товаров. Характеристика жидких и газообразных топлив
- Методика проектирования технологического процесса восстановления изношенной детали (шестерни)
- Деформированные алюминивые сплавы
- Проектирование работ по техническому обслуживанию и ремонту подъемно–транспортного оборудования предприятия
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды