Приспособление для дефектации шатуна в кривошипно-шатунном механизме трактора
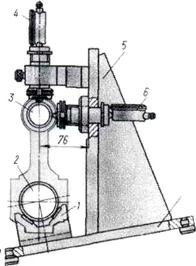
1 - призма; 2 и 3 - оправки; 4 и 6 - индикаторы; 5 - кронштейн; 7 - плита
Рисунок 2 - Приспособление 9570-157-1 для контроля геометрических параметров шатуна
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа и размеров шатуна. Перед восстановлением от
верстий проверяют опорные поверхности под головки шатунных болтов и гайки, а также плоскости разъема.
Опорные поверхности крышки фрезеруют до выведения следов изнашивания на вертикально-фрезерном, а шатуна на горизонтально-фрезерном станках. При больших износах опорные поверхности наплавляют и фрезеруют под нормальный размер по высоте от плоскости разъема до опорной поверхности. Для закрепления крышки и шатуна при фрезеровании применяют специальные приспособления.
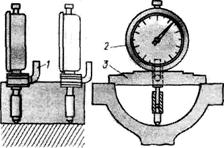
1 - стопорный винт; 2 - индикатор; 3 - плита
Рисунок 3 - Схема проверки параллельности плоскостей разъема шатуна индикаторным приспособлением
Смятые или изношенные плоскости разъема фрезеруют или шлифуют до выведения следов изнашивания и получения параллельности плоскостей с образующей отверстия. Параллельность проверяют индикаторным глубиномером или специальным приспособлением. Установив индикатору 2 небольшой натяг, закрепляют его стопорным винтом 7 и с помощью планки отмечают показания индикатора по концам плоскостей разъема крышки или шатуна. Непараллельность плоскостей разъема образующей отверстия допускается не более 0,02 мм на их длине.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки нормальным усилием затяжки и растачивают, а затем шлифуют под нормальный размер.
При незначительном изнашивании отверстия восстанавливают таким же способом. Плоскости разъема шлифуют, и отверстия под вкладыши обрабатывают под нормальный размер.
Если отверстия в шатунах под вкладыши изношены настолько, что с плоскостей разъема требуется снимать металла больше, чем указано, то отверстия восстанавливают наращиванием металла с последующей обработкой под нормальный размер.
Поверхности в отверстиях шатунов автомобильных двигателей наращивают железнением, шатунов тракторных двигателей марок СМД-14, Д-240
- наплавкой под слоем флюса, в среде углекислого газа и вибродуговой.
Перед растачиванием восстанавливают плоскости разъема и опорные поверхности под головки болтов и гайки.
Некоторые авторемонтные предприятия восстанавливают отверстия нижней головки шатуна с применением растяжки. В случае значительного износа отверстия с плоскостей крышки и шатуна снимают повышенный слой металла, а чтобы сохранить межосевое расстояние, шатун растягивают в специальном приспособлении. При растягивании стержень шатуна нагревают в электроиндукторе приспособления. Затем отверстие обрабатывают под нормальный размер. Растачивают отверстия нижних головок шатунов на расточных станках или токарных в специальных приспособлениях. После расточки шлифуют, а чаще хонингуют под нормальный размер. При хонинговании применяют приспособления, позволяющие обрабатывать сразу целый комплект шатунов.
Восстановленные отверстия нижней головки шатуна должны отвечать следующим требованиям: овальность и конусность не более 0,01 мм; смещение оси относительно плоскостей разъема не более ±0,3 мм; шероховатость поверхности не ниже 8-го класса.
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов изнашивания и запрессовывают втулку увеличенного размера по наружному диаметру. Внутреннее отверстие втулки растачивают на расточных станках типа УРБ-ВП-М или на токарных с помощью специальных приспособлений. После расточки втулку раскатывают роликовыми раскатками на тех же станках. При растачивании оставляют припуск под раскатку 0,04 .0,06 мм, чтобы обеспечить необходимый размер под палец. Процесс раскатки улучшает на два-три класса шероховатость поверхности и увеличивает прочность посадки втулки на 70 .80%.
Изношенные втулки верхней головки шатуна, если позволяет конструкция, восстанавливают меднением наружной и внутренней поверхностей или осадкой.
2.2.1 Анализ дефектов
Анализ проводится с целью выявления для целесообразности устранения дефектов детали. Необходимо произвести оценку степени влияния каждого дефекта на эффективность и безопасность использования детали с учетом назначения и конфигурации, показателей ее качества, режимов и условий эксплуатации.
Критическим называется дефект, при наличии которого использование детали по назначению практически невозможно или исключается в соответствии с требованиями безопасности.
Значительным называется дефект, который существенно влияет на использование детали по назначению и на ее долговечность, не является критическим.
Малозначительным называется дефект, который не оказывает существенного влияния на использование детали по назначению и ее долговечность.
Определенные сочетания дефектов, каждый из которых при отдельном его рассмотрении является малозначительным или значительным, могут быть эквивалентны критическому дефекту. Из этого следует, что изношенная деталь должна выбраковываться не только в случае, когда размер одной из ее поверхностей превышает допустимый для ремонта, но и когда совокупность нескольких дефектов (малозначительных и значительных) делает ее восстановление экономически нецелесообразным.
На основе анализа дефектов разрабатывают ремонтные чертежи, которые служат рабочими конструкторскими документами, предназначенными для разработки технологических процессов восстановления деталей.
Таблица 2.1 - Анализ дефектов детали и требований, предъявляемых к отремонтированной детали
|
Название дефекта |
Метод или прибор контроля |
Размеры, мм | |
|
Номинальный |
Предельно -допустимый | ||
|
Износ торцов нижней головки шатуна |
Штангенциркуль |
41,65 |
40,65 |
|
Задиры поверхности нижней головки шатуна |
Визуально |
- |
- |
|
Износ отверстия под втулку верхней головки шатуна |
Нутример |
50 + 0,031 |
50+0,04 |
2.3 Последовательность дефектации и составление дефектовочной ведомости
2.3.1 Последовательность дефектации
Оси отверстий нижней и верхней головок шатуна должны лежать в одной плоскости и быть параллельными друг другу.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск