Ремонт крана мостового грузоподъемностью 5т. Ремонтируемый узел – механизм подъема
Положительной стороной индивидуального метода ремонта является то, что приработавшиеся сопряжения после ремонта сохраняются в паре и в последствии работают надёжно. К недостаткам этого метода относятся длительный простой машины в ремонте и необходимость в больших производственных площадях на ремонтных предприятиях, так как машина все время, которое затрачивается на ремонт или изготовление детал
ей, находится в цехе.
Индивидуальный метод ремонта применяется в тех случаях, когда машинный парк, обслуживаемый ремонтным предприятием, состоит из машин различных типоразмеров, каждый из которых предназначен и представлен незначительным числом.
В данном проекте при ремонте крана мостового, выбирается индивидуальный метод ремонта, т.к. в связи со сложной экономической обстановкой многие предприятия не могут позволить себе содержать большой парк одинаковых машин.
Под технологическим процессом ремонта понимается такая последовательность разборочных, восстановительных, слесарно-подгоночных и сборочных операций, в результате осуществления которых машине возвращается израсходованный ею ресурс работоспособности.
Наиболее полным и сложным ремонтом является капитальный, при выполнении которого осуществляется наибольшее количество ремонтных и восстановительных операций.
При отправки в ремонт на завод в месте с ним должны направляться следующие документы: паспорт, журналы дефектная ведомость. В этих документах должно быть указано, сколько времени находится в эксплуатации, каким ремонтам он подвергается, какие производились замены узлов, сколько часов он отработал и какие дефекты выявлены на нём в процессе эксплуатации.
После доставки на завод производится демонтаж узлов, подлежащих ремонту, и их разборка на подузлы и детали.
Последовательность провидения работ по ремонту крана приведена на рисунке 7.
Для предохранения деталей от повреждений и обеспечения их сохранности мелкие крепежные детали должны быть сложены в металлические ящики. Крупные детали необходимо укладывать на стеллажах или деревянных прокладках.
При разборке рядом сопряженных узлов (зубчатых колес, крышек, фланцев) отмечается с помощью веток взаимное положение деталей. Это позволит облегчить в дальнейшем их сборку и улучшить условия их работы.
После разборки все детали должны быть очищены от грязи и ржавчины. С этой целью детали моются в моечных машинах: сначала горячим раствором каустической соды, затем горячей воды. Чистые детали поступают на дефектовку.
Общий технологический процесс ремонта крана мостового состоит из подготовительных, основных и заключительных операций.
К подготовительным операциям относятся: общая и узловая разборка, очистка и мойка узлов и деталей, дефектация деталей и узлов; восстановление деталей, ремонт узлов и механизмов; изготовление новых деталей и элементов конструкций; узловая сборка, испытание новых и отремонтированных узлов; общая сборка испытание в холостую и под нагрузкой; окраска.
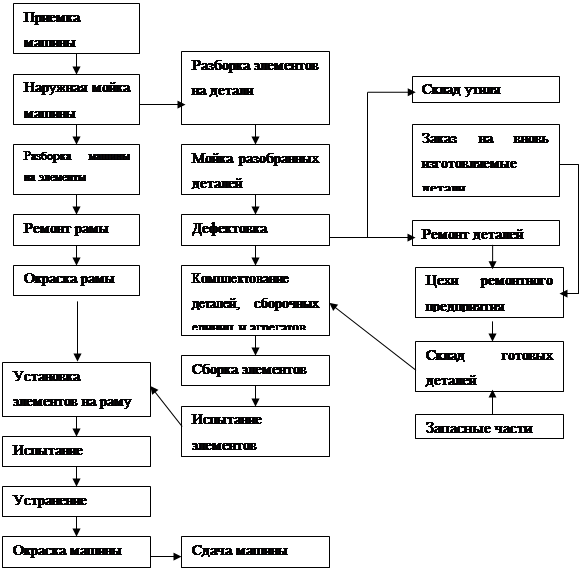 |
Рисунок 7
В процессе эксплуатации машины возникают дефекты в результате естественного их износа от действия внутренних сил трения.
Основными деталями коробки передач являются валы и зубчатые колеса.
Основными дефектами валов являются:
- изгиб вала
- износ посадочных мест под подшипники
- износ паза под стопорное кольцо по ширине.
Технология ремонта вала будет состоять из следующих операций:
Слесарной – подготавливается вал к наплавке изношенных частей.
Наплавочной – наплавляются изношенные участки.
Токарно-винторезная – протачиваются посадочные места под подшипники.
Фрезерная – нарезаются шлицы.
Термическая – производится какой-либо вид закалки в зависимости от материала и условий работы детали.
Шлифовальная – шлифуются места наплавки, токарной и фрезерной обработки.
В конце, производится заключительный контроль, при котором проверяются все параметры отремонтированного вала с использованием измерительных инструментов.
При таких дефектах, как изгиб, скручивание вал необходимо браковать.
Основными дефектами зубчатых колес являются:
- износ зубьев по толщине
- износ шлицев по ширине
- износ шлицевых впадин по глубине
- трещины на поверхности
- поломка зуба.
Технология ремонта зубчатого колеса будет состоять из следующих операций:
Слесарной – в подготовке зубчатого колеса к наплавке.
Наплавочной – наплавке шлицев и зубьев.
Фрезерной – нарезание шлицев.
Протяжной – протяжке зубьев.
Термической – провести какой-либо вид закалки.
Шлифовальной – шлифовки мест механической обработки.
В конце, проводится заключительный контроль размеров.
При таких дефектах, как трещины на поверхности, поломка зуба – зубчатое колесо бракуют.
Дефекты:
а) износ посадочных мест под подшипники;
б) износ шпоночного паза;
в) срыв резьбы;
Маршрут восстановления детали:
005 Термическая (отпуск).
010 Слесарная (править вал под прессом).
015 Токарно-винторезная (точить шейки посадки под подшипник для наплавки);
020 Слесарная (подготовка к наплавке, закрыть участки детали не
участвующие в наплавке);
025 Наплавочная (наплавить шейки посадки под подшипник, заплавить шпоночный паз, наплавить зубья по ширине);
030 Термическая (улучшение);
035 Токарно-винторезная (точить шейки посадки под подшипник);
040 Фрезерная ( нарезать место под шпонку);
045 Зубонарезная ( нарезать зубья шестерни);
050 Шлифовальная (шлифовать шейки посадки под подшипники вала);
2.2. Выбор оборудования, приспособления и инструмента для выбранной детали агрегата, узла.
005 Термическая
Электропечь камерная СНЗ-5,0.10.3,2/10
Температура нагрева, °С 950
Габаритные размеры, мм
длина 750
ширина 320
высота 240
Термопара ХА ГОСТ 6616-81
Клещи кузнечные
Две призмы ПЗ-1-2 ГОСТ1295-88
010 Слесарная
Пресс 2135-1М ГАРО
Максимальное усилие 40тонн.
Максимальное давление в гидросистеме 300кг/см
Максимальный ход винта 200мм.
Мощность электродвигателя 1,7 кВт
Габариты 1527´885´2225мм.
Масса 750кг.
015 Токарно-винторезная
Токарно-винторезный станок 16К20
Наибольший диаметр заготовки: над станиной 400мм
под станиной 220мм
Наибольшая длинна обрабатываемой заготовки 710мм
Частота вращения шпинделя 1600 об/мин
Мощность электродвигателя гл. привода 11кВт
Габаритные размеры: длинна 2505-3795мм
ширина 1190мм
высота 1500мм
Масса 2835-3685кг
Подача суппорта: продольная 0,05-2,8мм/об
поперечная 0,025-1,4мм/об.
020 Слесарная
Фольга, асбест ткань, проволока медная Æ1,5мм, пассатижи, верстак.
025 Наплавочная
Наплавочная головка А-580М
Диаметр обрабатываемой заготовки 40-650мм
Номинальный сварочный ток 40 А
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск