Организация и планирование ремонтов пути и текущего содержания
На основании новейших достижений в электротермии и совместных разработок ВНИИЖТа и НИИ АЭМ (г. Томск) изготовлено индукционное оборудование нового поколения типа УИН-001-100/РТ (см. рис.3,6), отвечающее требованиям ресурсосберегающей политики ОАО "РЖД".
2.1 Сварка рельсов нового поколения
Прогрессивным направлением усиления верхнего строения пути явл
яется замена болтовых стыков сварными. Применение сварки, наряду с увеличением мощности рельсов и термическим их упрочнением, повышением чистоты стали и качества металла, улучшает работу пути и снижает затраты на содержание. Сварка позволяет увеличить длину рельсов, уменьшить количество дорогостоящих болтовых стыков и снизить уровень динамического взаимодействия пути и подвижного состава. В нашей стране большое распространение получила укладка в путь бесстыковых плетей из термически упрочненных рельсов.
Прочность и надежность рельсов, сваренных контактным способом, достигается правильным выбором и строгим соблюдением технологии и режимов сварки, термической и механической обработки сварных стыков. В результате дифференцированной термической обработки сварных стыков на индукционных установках до уровня прочности основного металла термически упрочненных рельсов восстанавливается твердость а головке и структура сорбита закалки. Пределы текучести металла и выносливости сварных рельсов не ниже прокатных. „Лри качественной контактной сварке и обработке стыков усталостных изломов рельсов по сварке в пути практически не бывает. Для обеспечения прочности и надежности работы в пути термическая обработка стыков при сварке рельсов современного и перспективного производства с высоким содержанием углерода и других легирующих элементов является обязательной.

Рис.1. Макро- и микроструктура сварного соединения рельсов без термической обработки: 1 - шов; 2, 3, 4, 5 - соответственно: зоны неполного расплавления металла, крупного и мелкого зерна, неполной нормализации; 6 - основной металл- (XI00).
На дорогах России и других стран разработана и внедрена технология контактной сварки закаленных и термически не упрочненных рельсов, обеспечивающая высокие технико-экономические показатели процесса, механизацию, автоматизацию и компьютеризацию работ.
Сварное соединение рельсов без термической обработки стыков имеет крупнозернистое строение (рис.1) и более низкие механические свойства, чем основной металл.
Зоны сварного стыка по сравнению с прокатными рельсами обладают меньшей пластичностью, вязкостью и большей склонностью к хрупким разрушениям.
У рельсов обычной прочности в зоне сварки разброс твердости колеблется в небольших пределах (НВ 10-30).
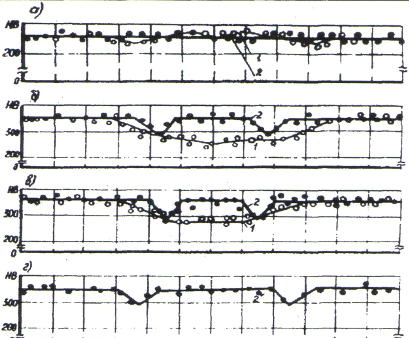
При сварке рельсов повышенной и высокой прочности в стыках происходит значительное снижение твердости (соответственно на НВ100 и 150), износостойкости и предела выносливости металла в головке (рис.2).


0 100 80 60 40 20 0 20 40 60 80 100 l, мм
Рис.2. Твердость металла головки сварных запаленных рельсов.
Единичные измерения твердости металла показаны на графике кружками (белые - сварные стыки без термической обработки, черные - сварные стыки после термической обработки): а-д - рельсы типа Р65, а-г из стали М76, д - из стали" 75ХГСТ; а - термически не упрочненные - малый разброс твердости металла; б-е - закаленные; б, в - сварка прерывистым подогревом и непрерывным оплавленном, закалка с тепла сварки; г, д - закалки с индукционного нагрева с широкой и узкой зоной нагрева в головке и тепла сварки - после пропуска 400 млн. т груза брутто; в процессе эксплуатации твердость металла в головке дополнительно выравнивается и повышается; е - закалка с индукционного нагрева - большое выравнивание и повышение твердости металла; 1 - стыки без термической обработки; 2 - стыки после упрочнения (выравнивание и повышение твердости металла); мм - расстояние
Для повышения прочности (долговечности развития усталостной трещины), живучести, износостойкости и надежности работы в пути на дорогах России и стран СНГ разработана и внедрена сварка бесстыковых плетей с термической и механической обработкой стыков. При термической обработке твердость металла головки сварных стыков рельсов повышается и выравнивается, а в процессе эксплуатации пути твердость металла еще дополнительно выравнивается (см. рис.2, г, д).
В результате исследований, проведенных ВНИИЖТом, ВНИИ ТВЧ им. Вологдина, Департаментом пути и сооружений МПС России и рельсосварочными предприятиями дорог, создан способ и оборудование для сварки рельсов с дифференцированным термическим упрочнением и механической обработкой стыков.
Техническая характеристика индукционной установки
Была создана индукционная установка нового поколения для термической 'бработки сварных стыков рельсов на технологических линиях рельсосварочных предприятий ИТСМ-250/2,4, кроме того, создана передвижная путевая машина ИТП-250/2,4.
Тип обрабатываемых рельсов Р75, Р65, Р65К, Р50
Переходные стыки рельсов Р75/Р65, Р65/Р50
Мощность источника питания токами
средней частоты 250 кВА
Частота тока 2,4 кГц
Рабочий зазор между витками индуктора
и рельсом 5-10 мм
Температура нагрева сварных стыков 850-875 °С
Продолжительность нагрева сварных стыков 120-240 с
Продолжительность охлаждения металла головки:
закаленные рельсы
воздушно-водяной смесью 40-80 с
воздухом 80-120 с
Продолжительность подстуживания металла головки
воздушно-водяной смесью (термически
не упрочненные рельсы) 10-20 с
Разработку осуществили и внедрили ВНИИЖТ, ВНИИ ТВЧ им. В.П. Вологдина, Департамент пути МПС России и РСП-20 Куйбышевской дороги. При сварке рельсов обычной, повышенной и высокой прочности производится дифференцированная термическая обработка. Она включает нагрев всего сварного стыка рельсов токами средней частоты с помощью специальных индукторов и принудительное охлаждение металла головки воздушно-водной смесью. Индукционные установки снабжены компьютерной техникой. Это обеспечивает рациональный выбор параметров нагрева в зависимости от температуры металла стыков. Различная термическая обработка сечения сварных стыков рельсов, например упрочнение головки с самоотпуском, повышение пластичности металла в подошве и шейке путем нормализации, выполняются в виде единой технологической операции по установленной программе на одном и том же индукционном оборудовании для различных типоразмеров рельсов и марок стали.
Механически обработанные торцы.

Рис.3.5 Сварка с предварительным азотированием и динамическим легированием торцов (механическая обработка торцов с нанесением нанопорошков)
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск