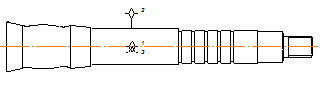
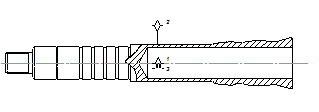
Разработка технологического процесса изготовления цанги Tanline
Наибольшее колебание показаний чувствительной головки при расположении наконечника во всех впадинах колеса характеризует величину биения.
Чтобы шарик соприкасался с профилем шейки проверяемого колеса, его диаметр должен быть равен
|
|
(7.5) |
где ![]() = 0 – смещение исходного контура.
= 0 – смещение исходного контура.
Тогда, D = 1,680*2+0 = 3,36 мм
8. Разработка и проектирование автоматизирующих устройств
Промышленные роботы, обеспечивая автоматизацию отдельных процессов и операций, связывают их в системы автоматически работающих производственных машин-автоматов, достаточно эффективных как в массовом, так и в мелкосерийном производствах.
Применение промышленных роботов улучшает использование производственных фондов, повышая рентабельность и фондоотдачу производства.
Важной особенностью промышленных роботов является не только высокая степень универсальности большинства из них, но и способность быстро переналаживаться на выполнение новых операций или иной работы, что особенно важно в условиях современного гибкого производства, для которого характерны большая номенклатура и частая смена выпускаемых изделий.
8.1 Разработка теоретических схем базирования, крепления заготовок в захватном устройстве и на транспортере-накопителе
Разработаем теоретические схемы базирования, крепления заготовок в захватном устройстве и на транспортере-накопителе. Будем руководствоваться принципами постоянства и единства технологических и измерительных баз, а также совмещение технологических баз с конструкторскими. Для разработки теоретических схем базирования, крепления заготовок в захватном устройстве и на транспортере-накопителе будем пользоваться рекомендациями [8], [9]. Данные по разработке теоретических схем базирования, крепления заготовок занесем в таблицу 8.1.
Таблица 8.1
Теоретические схемы базирования, крепления заготовки в захватном устройстве и на транспортере-накопителе.
|
Операция 10 | |
|
Теоретические схемы базирования и крепления заготовки в захватном устройстве | |
|
На станок |
На транспортер-накопитель |
|
|
|
|
Теоретические схемы базирования заготовки на транспортере-накопителе | |
|
До обработки |
После обработки |
|
|
|
|
Операция 20 | |
|
Теоретические схемы базирования и крепления заготовки в захватном устройстве | |
|
На станок |
На транспортер-накопитель |
|
|
|
|
Теоретические схемы базирования заготовки на транспортере-накопителе | |
|
До обработки |
После обработки |
|
|
|






8.2 Разработка наладок при обработке заготовок на токарном оборудовании
На основе разработанных технологических процессов и теоретических схем базирования заготовок на станке разработаем наладки при обработке заготовок (см. приложение). При разработке наладок будем руководствоваться рекомендациями [10], [11].
Учитывая конструктивные параметры и технические требования обрабатываемых деталей, и теоретические схемы базирования, из таблиц [11] выберем тип станка и тип токарного трехкулачкового механизированного патрона. В нашем случае для токарной операции подходят токарно-винторезный станок с ЧПУ модели 16К20Ф3 и патрон токарного механизированного типа ПЗКП-315.Ф8.95. Выбранный нами станок обеспечивает требуемые режимы резания и точность обработки. Патрон типа ПЗКП-315.Ф8.95 обеспечивает центрирование заготовок самоустанавливающимися кулачками и дополнительно самоустановку кулачков по заготовке при обработке ее в центрах. Зажим и разжим заготовок в патроне производится от гидравлического привода, устанавливаемого на заднем конце шпинделя станка.
На наладке покажем вид в плане и вид сбоку детали в патроне на станке, захватное устройство относительно детали, а также реализацию теоретической схемы базирования и закрепления на токарном станке с обозначением опорных центров, прижимов патрона и губок захватного устройства. Проставим основные размеры детали и размеры, определяющие координатное положение губок захватного устройства.
8.3 Расчет и проектирование транспортера-накопителя и разработка наладок размещения на нем заготовок
На основе конструктивных параметров обрабатываемой детали, техпроцесса обработки и выбранного токарного станка с ЧПУ по материалам [10] выберем модель и типоразмер тактового транспортера-накопителя. Учитывая конструктивные параметры обрабатываемой заготовки целесообразно выбрать пластины с размерами 350×350 с грузоподъемностью 20 кг. Учитывая такт обработки деталей и возможность непрерывной работы транспортера-накопителя без смены на нем деталей оператором в течение одного часа, выбираем транспортер-накопитель с 12 пластинами. На основе этих данных выбираем модель тактового транспортера-накопителя – СТ 350. Технические характеристики занесем в таблицу 8.2.
Таблица 8.2
Технические характеристики транспортера-накопителя
|
Модель тактового транспортера-накопителя |
Габаритные размеры транспортера-накопителя |
Число пластин |
Грузоподъемность одной пластины, кг |
Размеры пластины | |||
|
L |
B |
H |
А×Б |
l×b | |||
|
СТ 350 |
3350 |
950 |
850 |
12 |
20 |
350×382 |
350×350 |
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды