Автоматизация шлифовального процесса путем разработки автоматической системы управления регулируемым натягом
![]() (3.5).
(3.5).
Учитывая выражения (4) и (5), преобразуем систему уравнений (3) к следующему виду:
 (3.6)
(3.6)
где
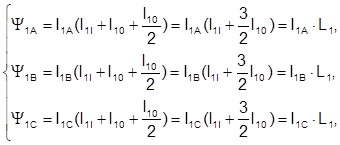
L1 = l1l + 1,5×l10 = l1l + L0 - полная индуктивность фазы статора.
Рассуждая аналогичным образом относительно обмотки ротора, получим следую
щие выражения для фазных потокосцеплений роторной обмотки с собственным потоком:
 (3.7)
(3.7)
где
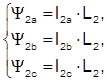
L2 = l2l + L0 - полная индуктивность фазы ротора.
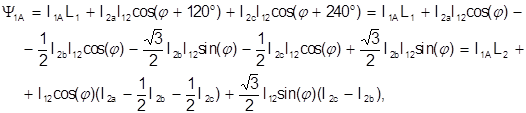
Определяем величину общего потокосцепления фазы A статора, созданного намагничивающими силами статора и ротора:
или, учитывая, что I2a + I2b + I2c = 0 и ![]() :
:

Выразив аналогичным образом потокосцепления для фаз статора B и C, запишем следующую систему уравнений:

Учитывая, что ![]() и
и ![]() , умножим первое уравнение системы (8) на
, умножим первое уравнение системы (8) на ![]() , второе на
, второе на ![]() , третье на
, третье на ![]() и просуммируем полученные произведения:
и просуммируем полученные произведения:

или
![]() (3.9).
(3.9).
Таким же образом получим формулу потокосцепления ротора:
![]() . (3.10)
. (3.10)
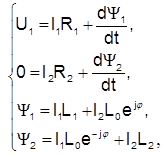
Объединив уравнения (2), (10) и (11), получим систему уравнений обобщенного асинхронного двигателя:
 (3.7)
(3.7)
где
L0 - взаимная индуктивность обмоток статора и ротора,
L1 - индуктивность статора от потоков рассеяния,
L2 - индуктивность ротора от потоков рассеяния.
3.13 Регулирование осевого перемещения ротора
Величина ЭДС в статорной обмотке Е1 двигателя определяется частотой тока ¦1, магнитным потоком Фм и параметрами статорной обмотки (R об., W).
E1=и1и2и3¦1W1RобФм. (3.12)
Приближенно для напряжения на стартере U1»E1
При этом
Фм=a*i*t*B0, (3.13)
где
i, t -геометрические параметры стартера
a- коэфициент полюсного перекрытия (a=0.6¸0.8)
B0- магнитная индукция в зазоре.
Из уравнений следует, что:
U1 =и1и2и3¦1W1Rобa*i*t*B0, (3.14)
Откуда
B0=U/KU*¦1, (3.15)
где
КU= и1и2и3W1Rобa*i*t
Примем в качестве допущения, что B0=соnst внутри статора (на участке L), а за его пределами уменьшается по экспотенциальному закону.
B0=B0е-Кх
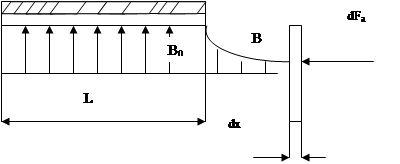
Элементарная сила dFа приложенная к участку ротора шириной dx
dFa=kFB2dx= kFB20 e-2Kx dx
после интегрирования получаем:
Fa= (3.16)
(3.16)
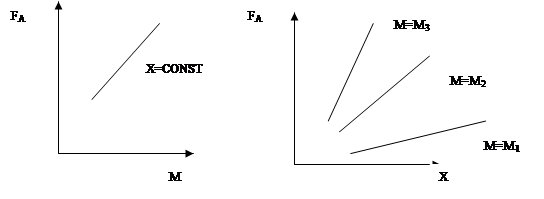
Для малых смещений может быть использованна линейная модель зависимости силы от величины смещения.
Fa=KF*B20x=![]()
Момент, развиваемый двигателем:
M=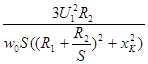 , (3.17)
, (3.17)
где
S-скольжение ротора
Ri -параметры сопротивления обмоток
w=2p¦1 – круговая частота
То есть
M»Cm![]()
и значит:
Fa=![]() =
=![]()
Регулирование происходит путем управления ¦ на входе в преобразователь на выпрямителе. Здесь задается от ЧПУ мощность привода так как система ШИМ позволяет производить регулирование на мощностях меньше наминала. Далее тиристорный инвертор увеличивая и уменьшая U в обмотках статора компенсирует силу Fa смещением ротора магнитным полем, также производя регулирование скорости вращения о момента на валу.
Определим величины потокосцеплений статора и ротора. Предположим, что статор и ротор трехфазного асинхронного двигателя имеют симметричные обмотки, воздушный зазор по всей окружности ротора одинаков, магнитное поле в воздушном зазоре распределено синусоидально, оси обмоток статора и ротора не совпадают, образуя произвольный угол j (рис. 3.17).
4. Бжд
4.1 Анализ опасных и вредных факторов, возможных чрезвычайных ситуаций технического процесса
При механической обработке металлов, пластмасс и других материалов на металлорежущих станках (токарных, фрезерных, сверлильных, шлифовальных, заточных и др.) возникает ряд физических, химических, психофизиологических и опасных биологических и вредных производственных факторов.
Движущиеся части производственного оборудования, передвигающиеся изделия и заготовки; стружка обрабатываемых материалов, осколки инструментов, высокая температура поверхности обрабатываемых деталей и инструмента; повышенное напряжение в электроцепи или статического электричества, при котором может произойти замыкание через тело человека - относятся к категории опасных физических факторов.
Так, при обработке хрупких материалов (чугуна, латуни, бронзы, графита, карболита, текстолита и др.) на высоких скоростях резания стружка от станка разлетается на значительное расстояние (3—5 м). Металлическая стружка, особенно при точении вязких металлов (сталей), имеющая высокую температуру (400—600 °С) и большую кинетическую энергию, представляет серьезную опасность не только для работающего на станке, но и для лиц, находящихся вблизи станка. Наиболее распространенными у станочников являются травмы глаз. Так, при токарной обработке от общего числа производственных травм повреждение глаз превысило 50%, при фрезеровании 10% и около 8% при заточке инструмента и шлифовании; Глаза повреждались отлетающей стружкой, пылевыми частицами обрабатываемого материала, осколками режущего инструмента и частицами абразива.
Вредными физическими производственными факторами, характерными для процесса резания, являются повышенная запыленность и загазованность воздуха рабочей зоны; высокий уровень шума и вибрации; недостаточная освещенность рабочей зоны; наличие прямой и отраженной блескости; повышенная пульсация светового потока. При отсутствии средств защиты запыленность воздушной среды в зоне дыхания станочников при точении, фрезеровании и сверлении хрупких материалов может превышать предельно допустимые концентрации. При точении латуни и бронзы количество пыли в воздухе помещения относительно невелико (14,5-20 мг/м3). Однако некоторые сплавы (латунь ЛЦ40С и бронза Бр ОЦС 6-6-3) содержат свинец, поэтому токсичность пыли.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды