Автоматизация шлифовального процесса путем разработки автоматической системы управления регулируемым натягом
Вывод: по требованиям к шероховатости поверхностей конструкцию детали “кольцо” можно признать технологичной, т.к. 66% поверхностей имеют шероховатость, которая может быть получена обычными технологическими методами.
1.3 Расчет такта выпуска, определение типа производства и выбор формы организации технологического процесса
Для оценки интервала времени, через который периодически
производиться выпуск деталей, обеспечивающего выполнение производственной программы в установленный срок необходимо определить такт выпуска деталей.
Все дальнейшие технологические решения при проектировании принимаются, применяются к установленному типу производства. Тип производства определяется по численному значению коэффициента закрепления операций.
 , (1.1)
, (1.1)
где:
tв- такт выпуска деталей
Тшт.к.ср.- среднее штучное время основных операций.
Тшт.к.ср =5,12 мин.
 , (1.2)
, (1.2)
где:
F-действительный годовой фонд времени F=4015 ч.
N=1200 шт.-годовая программа выпуска

Данное производство является мелкосерийным, так как 20 <К<40
Определим размер партии деталей, одновременно запускаемых в производство.
 , (1.3)
, (1.3)
где:
txp- норма запаса (дней) для хранения на складе готовых деталей в ожидании сборки (txp=25)
253- число рабочих дней в году.
Полученный результат округляем до ближайшего кратного месячного объема выпуска: n=85 дет.
1.4 Выбор вида заготовки и способа ее получения
Способ получения конкретных заготовок должен быть экономичным, производительным и определяется используемым материалом, конфигурацией детали, объемом выпуска. В связи с небольшой программой рационально получение заготовки из сортового проката по причинам:
1. сокращение времени получения заготовок по сравнению с другими способами (литье, штамповка)
2. отсутствие необходимости изготовления моделей для формирования и самих форм для отливки или изготовления штампа для получения заготовки штамповкой.
3. более высокая точность заготовки из проката, что ведет к уменьшению припусков на обработку и компенсирует более высокий расход материала.
Заготовка – прокат, труба 158´25 ГОСТ 8731-74
Материал – Сталь10.
Технико-экономическое обоснование выбора заготовки производят по металлоемкости, трудоемкости изготовления, себестоимости, причем учитываются конкретные производственные условия. Значительную экономию обеспечивают сравнение вариантов получения заготовок по коэффициенту использования материала:
 , (1,4)
, (1,4)
где
MД и Мз – соответственно, массы готовой детали и заготовки.
Трубный прокат доставляется на заготовительный участок, где его режут на заготовки Æ158´25 l=32. После заготовительного участка заготовка доставляется в механический участок
1.5 Выбор баз
В технологии машиностроения детали и сборочные единицы при механической обработке и сборке должны занимать строго определенное положение относительно станка, инструмента, других деталей. Определенность такого положения определяется базированием.
Базирование - это придание заготовке или изделию требуемого положения относительно выбранной системы координат (ГОСТ 21495-76). В общем случае база - это поверхность, линия или точка, принадлежащая заготовке (изделию) и используемая при базировании. Все многообразие поверхностей деталей машин (заготовок) классифицируется по четырем основным видам: исполнительные поверхности (определяют служебное назначение); поверхности и свободные поверхности. В соответствии с этим различают конструкторские, измерительные и технологические базы.
Конструкторская база принадлежит данной детали (или сборочной единицы) и служит для определения положения в изделии.
Технологическая база используется для определения положения заготовки или изделия в процессе механической обработки (сборки).
Измерительная база представляет собой поверхность, линию или точку, от которых производят отсчет исполняемых размеров.
Назначение технологических баз является принципиальным вопросом при проектировании технологических процессов механической обработки и сборки (ГОСТ 14.301 -83 и др.). Это определяет последующую точность и качество изготовления изделий.
При первом установе заготовки для механической обработки используют черновую технологическую базу, к которой предъявляют следующие основные требования: поверхность должна быть близка к правильной геометрической форме (плоскость, цилиндр и т. п.), иметь удовлетворительные показатели точности и шероховатости и др. При механической обработке деталей черновую технологическую базу используют только один раз, а оптимальный технологический процесс должен иметь не более трех смен баз.
От правильности решения вопроса о назначении технологических баз в значительной степени зависят: фактическая точность выполнения линейных размеров, заданных конструктором, правильность взаимного расположения поверхностей и т.п.
При назначении технологической базы, должны соблюдаться следующие принципы:
1. принцип совмещения технологической и измерительной базы, при этом погрешность базирования равна нулю;
2. принцип постоянства баз, т.е. на большинстве операций должны применяться одни и те же базы;
3. силы закрепления необходимо прикладывать перпендикулярно выполняемому размеру.
Теоретические схемы базирования заготовки выбираем, исходя из ГОСТ 21495 - 76 “Базирование и базы в машиностроении”.
Выбор технологических баз осуществляется из данных чертежа, учитывая служебное назначение детали. Отклонения и допуски расположения поверхности Æ150 d11, Æ6 H11 неуказанные отклонения валов h11, отверстий H11, линейные размеры заданны относительно торца детали. Для обеспечения технологических требований к детали в качестве технологической базы используют измерительную базу.
Таблица 4
|
Схема базирования |
Погрешность базирования |
|
1 |
2 |
|
|
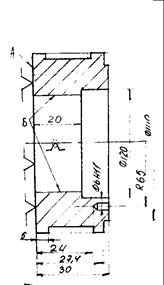
Базирование при этом закреплении ведется по торцевой поверхности А. черновыми поверхностями при данном базировании являются поверхности А и В.для линейных размеров 5мм.,24мм.,20мм.,27.4мм.,30мм., погрешность базирования Е=0 т.к. конструкционная и технологическая база совпадают.Для диаметров Æ120Н14,Æ140h14, Æ145h14 а также для R=65 погрешность базирования Е=0 т.к. конструкционная и технологическая база совпадают |
|
|
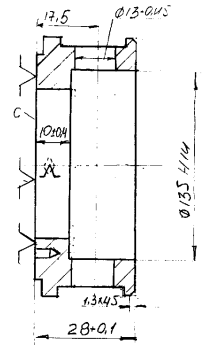
Базирование при этом закреплении ведется по торцевой поверхности С Для линейных размеров 28мм.,10мм.,1.3мм.,17.5мм., погрешность базирования Е=0 т.к. конструкционная и технологическая база совпадают.Для диаметров Æ135, Æ13 погрешность базирования Е=0 |
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды