Основы конструирования приспособлений
![]() ;
;
![]() число контактов заготовки с опорой,
число контактов заготовки с опорой, ![]() ;
;
![]() .
.
![]() .
.
25 height=24 src="images/referats/12462/image260.png">выражает погрешность установки приспособления на станке, обусловленную смещением корпуса приспособления на столе станка.
Технологически возможно обеспечить ![]() .
.
Погрешность приспособления:
![]()
![]() .
.
Погрешности установки заготовки в приспособление ![]() .
.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
3. Научно-исследовательская часть
Обработка отверстий на станках с ЧПУ
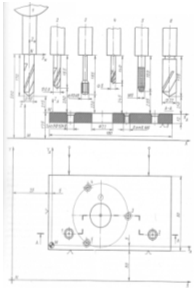
Программирование сверлильных (расточных) операций, так же как и других, начинается с составления рассчетно-технологической карты, определения координат опорных точек и т. д. Эскиз обрабатываемой детали представляют в двух системах координат: станка и детали. Для сравнительно простых операций на рассчетно-технологических картах показывают исходное положение всех используемых инструментов (указывают также их вылет) из шпинделя.
На рис. 1 показана рассчетно-технологическая карта для обработки в детали типа «крышка» двух отверстий диаметром 10Н8, трех резьбовых отверстий М6, и отверстия диаметром 22 мм. В табл. 1 приведены исходные координаты центров всех отверстий в системах координат детали и станка.
Таблица 1. Координаты опорных точек (центров отверстий) при обработке отверстий в детали типа «крышка»
|
Отверстие |
Координата, мм | ||||
|
|
|
|
|
| |
|
1 |
20 |
20 |
50 |
105 |
175 |
|
2 |
150 |
20 |
180 |
105 |
175 |
|
3 |
105 |
40 |
135 |
125 |
175 |
|
4 |
52,5 |
70,31 |
82,3 |
155,31 |
175 |
|
5 |
52,5 |
9,69 |
82,5 |
94,69 |
175 |
|
6 |
70 |
40 |
100 |
125 |
175 |
Рис. 1. Рассчетно-технологическая карта для обработки отверстий в детали «крышка»
3.1 Общая методика программирования сверлильных операций
До расчета траектории инструментов при сверлильной обработке сначала определяют предварительный состав переходов для каждого отверстия и выбирают инструмент, затем уточняют состав переходов и общую их последовательность. Далее строят схемы осевых перемещений инструментов относительно опорных точек (центров отверстий) и назначают режим резания.
Например, предварительный состав типовых переходов для обработки отверстий 1-6 в детали типа «крышки» может быть принят следующим: центрование (рис. 2, а, б), сверление (рис. 2, в, г, ж), нарезание резьбы (рис. 2, е) и развертывание (рис. 2, д). В связи с этим выбранный инструмент Т01 — T06 может быть размещен в гнездах шестипозиционной револьверной головки сверлильного станка.
Рис.2. Типовые переходы работы инструмента для обработки отверстий детали «крышка»
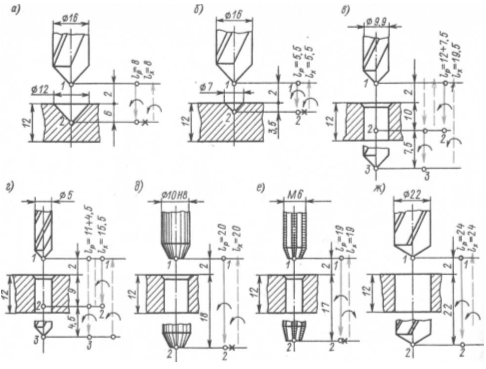
Состав инструментальной наладки: (по гнездам): 1) сверло (![]() ) диаметром 16 мм; 2) сверло диаметром 9,9 мм; 3) развертка диаметром 10Н8; 4) сверло диаметром 5 мм; 5) метчик М6; 6) сверло диаметром 22 мм. Общая последовательность переходов может быть следующей: центрование с зенкованием отверстий 1-5, сверление и развертывание отверстий 1 и 2, сверление отверстий 3-5 и нарезание в них резьбы, сверление отверстии 6. Схемы осевых перемещений для расчета опорных точек траектории инструментов при обработке отверстий 1-6 приведены на рис. 2.
) диаметром 16 мм; 2) сверло диаметром 9,9 мм; 3) развертка диаметром 10Н8; 4) сверло диаметром 5 мм; 5) метчик М6; 6) сверло диаметром 22 мм. Общая последовательность переходов может быть следующей: центрование с зенкованием отверстий 1-5, сверление и развертывание отверстий 1 и 2, сверление отверстий 3-5 и нарезание в них резьбы, сверление отверстии 6. Схемы осевых перемещений для расчета опорных точек траектории инструментов при обработке отверстий 1-6 приведены на рис. 2.
На этих схемах цифрами 1-3 показаны последовательности опорных точек траектории инструментов, стрелками — направления рабочих (![]() ) и холостых (
) и холостых (![]() ) ходов и направления вращения шпинделя. Знаком «х» обозначен выстой инструмента. Режимы резания для участков траектории приведены в табл. 2.
) ходов и направления вращения шпинделя. Знаком «х» обозначен выстой инструмента. Режимы резания для участков траектории приведены в табл. 2.
Таблица 2. Типовые переходы при обработке отверстий в детали типа «крышка».
|
Переход |
Номер отверстия (см. рис. 1) |
Инструмент |
Схема на рис. 2 |
Участок траектории |
sM, мм/мин |
п, об/мин |
|
Центрование с зенкованием |
1; 2 |
Т01 |
а |
1—2 |
40 |
500 |
|
3; 4; 5 |
б | |||||
|
Сверление |
1; 2 |
Т02 |
в |
1—2 |
100 |
710 |
|
2—3 |
80 | |||||
|
3; 4; 5 |
Т04 |
г |
1—2 |
100 |
1400 | |
|
2—3 |
80 | |||||
|
6 |
Т06 |
д |
1—2 |
60 |
355 | |
|
Развертывание |
1; 2 |
ТОЗ |
1—2 |
50 |
125 | |
|
Нарезание резьбы |
3; 4- 5 |
Т05 |
е |
1—2 |
25 |
25 |
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды