Основы конструирования приспособлений
![]()
![]()
![]()
![]()
![]()
Определение расчётного количества станков, по каж
дой операции для всего участка
![]()
![]() - штучно калькуляционное время для каждой
- штучно калькуляционное время для каждой ![]() операции спроектированного технологического процесса для детали-представителя
операции спроектированного технологического процесса для детали-представителя
![]() - расчётный такт выпуска детали-представителя
- расчётный такт выпуска детали-представителя
![]() - коэффициент, учитывающий непрогнозируемые простои оборудования, связанные с поломками, перебоями энергии и т.д.
- коэффициент, учитывающий непрогнозируемые простои оборудования, связанные с поломками, перебоями энергии и т.д.
![]() - для универсальных станков
- для универсальных станков
![]() - для одношпиндельных автоматов и полуавтоматов и станков с ЧПУ
- для одношпиндельных автоматов и полуавтоматов и станков с ЧПУ
![]() - для многошпиндельных автоматов и полуавтоматов и специальных агрегатных станков
- для многошпиндельных автоматов и полуавтоматов и специальных агрегатных станков
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Определение принятого количества станков на участке и для выпуска детали-представителя.
Просуммируем количество оборудования для одноименных операций и получим расчетное количество станков, необходимых для обработки партии детали – представителя:
(принятое количество станков получается округлением расчетного количества станков в большую сторону до ближайшего целого числа. Округление в меньшую сторону производится, если дробная часть меньше 0,1.)
![]()
![]()
Просуммируем количество оборудования для одноименных операций и получим расчетное количество станков на участке:
![]()
![]()
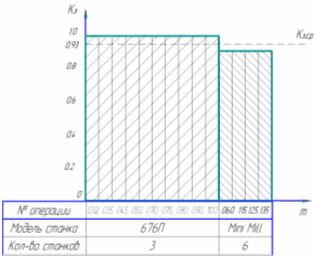
Определение коэффициента загрузки оборудования по каждой операции на участке
![]()
![]()
![]()
Определение среднего коэффициента загрузки оборудования на участке
Построение диаграммы загрузки оборудования
Составление ведомости производственного оборудования
|
№п/п |
Наименование оборудования |
Модель |
Сп |
Kз |
Габаритные размеры |
|
1 |
Фрезерный |
676П |
3 |
0,99 |
1200х1240х1780 |
|
3 |
Фрезерный ОЦ с ЧПУ |
Mini Mill |
6 |
0,91 |
1524х1860х2400 |
![]()
4.2 Определение основных и вспомогательных рабочих и ИТР на участке
Определение количества основных рабочих
Определение количества станочников

![]() - действительный годовой фонд времени работы оборудования
- действительный годовой фонд времени работы оборудования
![]() - действительный годовой фонд времени работы рабочего
- действительный годовой фонд времени работы рабочего
![]() - число рабочих смен
- число рабочих смен
![]() - коэффициент многостаночного обслуживания, назначается в зависимости от вида преобладающего оборудования
- коэффициент многостаночного обслуживания, назначается в зависимости от вида преобладающего оборудования
![]() - универсальные станки
- универсальные станки
![]() - станки с ЧПУ, обрабатывающие центры, револьверные полуавтоматы
- станки с ЧПУ, обрабатывающие центры, револьверные полуавтоматы
![]() - агрегатные станки
- агрегатные станки
Число наладчиков
![]()
Слесари для выполнения разметки и межоперационной сборки
![]() примем
примем ![]() , т.к. работа 2х-сменная
, т.к. работа 2х-сменная
Общее количество основных рабочих
![]()
7.2.2. Определение количества вспомогательных рабочих
![]()
ИТР
![]()
Составление ведомости работающих на участке
|
Группы рабочих |
Число рабочих | |
|
всего |
в том числе в I смену | |
|
1. Производственные рабочие -станочники -остальные |
12 |
6 |
|
8 |
4 | |
|
4 |
2 | |
|
2. Вспомогательные рабочие |
2 |
1 |
|
Всего |
14 |
7 |
|
3. ИТР |
2 |
1 |
|
ВСЕГО РАБОТАЮЩИХ |
16 |
8 |
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды