Управление качеством
Пример диаграммы Парето
Диаграмму Парето целесообразно применять совместно с причинно-следственной диаграммой Исикавы.
Причинно–следственная диаграмма Исикавы
Причинно-следственная диаграмма Исикавы (рыбий скелет) применяется при анализе факторов, наиболее влияющих на результат.
Диаграмма Исикавы позволяет выявить причины возникновения таких факторов и сосредоточиться н
а их устранении. При этом, как правило, анализ ведется по четырем направлениям: человек, машина (оборудование), материал и метод работы (4М). При необходимости дополнительно рассматриваются и другие направления (управление – management, среда– medium, т.е. 5М, либо 6М)
При анализе выявляются вторичные, а может быть, и третичные причины, подлежащие устранению. Поэтому для анализа дефектов и построения диаграммы необходимо определить максимальное число причин, которые могут иметь отношение к допущенным дефектам.
|

Считается, что число существенных факторов незначительно и вызываются они, как правило, небольшим количеством причин. Поэтому, выявив причины появления немногочисленных существенных факторов, можно устранить почти все потери.
Гистограмма
Гистограммы используются для получения распределения значения качества, вычисления средних значений и дисперсии. На гистограмму наносятся границы допуска для сравнения распределения с этими границами.
Гистограмма дает наглядное изображение того, с какой частотой повторяется то или иное значение или группа значений
При вычерчивании гистограммы совокупность прямоугольников располагается на горизонтальной оси. Основания прямоугольников – интервалы, шириной d, на который разбивается ряд значений, а высотой служат ординаты – относительные частоты hi, характеризующее число значений, попавших в каждый интервал.
Гистограммы широко применяются при контроле качества деталей и готовой продукции, при изучении количественных закономерностей производственных процессов, при оценивании уровня качества и труда по периодам наблюдений.
|

Вид гистограммы
Контрольная карта
Контрольная карта (Шухарта) – это разновидность графика, который отличается наличием контрольных границ, обозначающих допустимый диапазон разброса характеристик в обычных условиях течения процесса.
Выход характеристик за пределы контрольных границ означает нарушение стабильности процесса и требует проведения анализа причин и принятия соответствующих мер. Представление полученных данных в порядке их поступления в ходе технологического процесса в виде графика позволяет с первого взгляда оценить изменения, которые происходят в рассматриваемом временном периоде. Контрольная карта дает наглядное представление о динамике процесса и фиксирует возникающие отклонения от нормы.

Вид контрольной карты
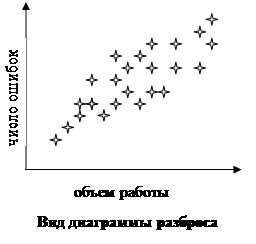
Диаграмма разброса
Диаграмма разброса (рассеяния) применяется для выявления зависимости между парой показателей (например: срока износа детали и твердости металла, производительности труда и стажа работы и т.д.)
Диаграмма не устанавливает аналитическую зависимость одной величины от другой, но характеризует причинно-следственную связь между ними, образуя поле корреляции. На основе формы этого поля определяется характер зависимости между показателями (положительная, отрицательная, отсутствие).
Метод расслоения
Метод расслоения (стратификации) – один из наиболее простых статистических методов. Метод стратификации применяют для выяснения причин разброса характеристик изделия. В соответствии с этим методом производят расслоение данных, то есть группируют данные в зависимости от условий их получения и производят обработку каждой группы данных в отдельности.
Например, данные, относящиеся к изделию, производимому в цеху на рабочем месте, могут в какой-то мере различаться в зависимости от исполнителя, от используемого оборудования, от методов проведения рабочих операций, от температурных условий и т. д. Все эти отличия могут быть факторами расслоения.
Расслоение помогает выяснить причину появления дефекта, если обнаруживается разница в данных между «слоями». Например, если расслоение проведено по фактору «оператор», то при значительном различии в данных можно определить влияние того или иного оператора на качество изделия; если расслоение проведено по фактору «оборудование» — влияние использования разного оборудования и т. д.
11.2 Инструменты проектирования качества
Метод анализа видов и последствий отказов
|